


Химическое полирование заключается в том, что обрабатываемую деталь погружают на некоторое время в сосуд с химически активным раствором, где в результате возникающих химических и местных электрохимических процессов происходит растворение металла. Шероховатость поверхности уменьшается или совсем устраняется, при этом обработанная поверхность приобретает блеск. Все процессы химического полирования сопровождаются бурным выделением газов и паров кислот или щелочей.
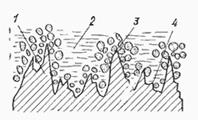
рис. 12.
В процессе полирования рекомендуется перемешивать раствор или встряхивать детали в емкости. Это дает возможность устранять скопление пузырьков газов на отдельных участках деталей, так как пузырьки газов понижают качество полирования. Одним из главных преимуществ химического полирования является его простота. Для получения требуемого результата достаточно обрабатываемую деталь на несколько минут погрузить в соответствующий раствор, без применения электрического тока, без механического воздействия. Метод не требует сложного оборудования.
К недостаткам такого полирования относится сложность корректирования (поддержание точных соотношений всех элементов в растворе путем добавления израсходованного элемента) растворов и малый срок их службы. Применяемые растворы чрезвычайно опасны для здоровья человека, и в домашних условиях без соответствующей подготовки проводить такое полирование нельзя. Блеск поверхности получается меньше, чем при электрохимическом полировании. Химическому полированию подвергаются в основном латунные или алюминиевые детали сложной конфигурации и небольших размеров, которые не требуют зеркального блеска.
Электрохимическое полирование
Электрохимическим полированием называется процесс отделки поверхности металлов, приводящий к уменьшению шероховатости и появлению зеркального блеска электрохимическим способом.
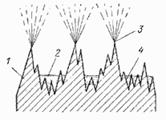
рис. 13.
Для осуществления электрохимического полирования обрабатываемую деталь, являющуюся анодом (т.е. электродом, соединенным с положительным полюсом источника тока), надо поместить в ванну с электролитом. Вторым электродом служат катоды, изготовленные из меди. На схеме показано протекание процесса электрохимического полирования. Благодаря специально подбираемому составу электролита и создаваемым условиям (образование пленки 2 повышенного сопротивления) растворение осуществляется неравномерно. В первую очередь растворяются наиболее выступающие точки 3 (выступы), вследствие чего шероховатость уменьшается, а затем исчезает, и поверхность детали становится гладкой и блестящей. Избирательное растворение торчащих элементов протекает с одновременным получением блеска.
Удаление крупных выступов 3 называется макро-полированием, а растворение микроскопически малых неровностей 4 — микро-полированием. Если макро- и микро-полирование протекает одновременно, то поверхность приобретает гладкость и блеск. В ряде случаев эти качества могут быть несвязанными друг с другом, т.е. блеск может достигаться без сглаживания, а сглаживание — без блеска.
В процессе электрохимического полирования на поверхности анода (полируемой детали) образуется окисная или гидроокисная пленка. Если эта пленка равномерно покрывает поверхность, то она создает условия, необходимые для протекания микро-полирования. Внешняя часть этой пленки непрерывно растворяется в электролите. Поэтому для успешного проведения процесса необходимо создания условий, в которых существовало бы равновесие между скоростями образования окисной пленки и скоростью ее химического растворения с тем, чтобы толщина пленки поддерживалась неизменной. Наличие пленки обусловливает возможность обмена электронами между полируемым металлом и ионами электролита без опасности местного разрушения металла агрессивным электролитом.
Требования к полируемым изделиям.
Детали и изделия, подлежащие полированию, не должны иметь царапин и глубоких рисок, так как вывести их полированием чрезвычайно трудно, а иногда практически невозможно. Изделия из цветных и драгоценных металлов, не обладающих, как правило, высокой твердостью, во избежание дефектов от ударов рекомендуется транспортировать в специальной таре с индивидуальными ячейками.
При выборе удельного давления нужно учитывать и свойства обрабатываемого металла. Чем мягче металл, тем легче снять с него слой, но тем труднее достичь однородности поверхности. Полирование твердых металлов по сравнению с мягкими при одних и тех же условиях обработки (одинаковые исходная шероховатость, точность, подлежащий съему припуск: и т. д.) ведут с большими удельными давлениями полировальника на обрабатываемую поверхность.
Полирование с использованием кругов (полировальников)
Полирование кругами осуществляется на полировальных станках с помощью полировальной смеси (пасты) или суспензий, полировальных кругов из войлока или круглых щеток.
Для механического полирования с использованием смесей или суспензий существует большое число разнообразных кругов-шлифовальников. Если изделия простой формы — плоские или квадратные, их можно обрабатывать на универсальном станке с полировальным кругом прямого профиля. Для грубой обработки используют жесткие и твердые круги, для тонкой обработки — мягкие. Твердый круг интенсивно полирует, но быстро засаливается, особенно при обработке мягких цветных и драгоценных металлов и сплавов. Мягкий эластичный круг малоэффективен на предварительных операциях и, кроме того, при сильном прижатии к обрабатываемым деталям деформируется и расплющивается.
Механическое полирование изделий кругом, покрытым смесями или суспензиями, выполняют следующим образом: сначала полируют от середины правую и левую поверхности изделия, а затем в том же порядке поверхность с противоположного конца. Направления полирования следует чередовать — сначала надо полировать наклонно под углом 30, 45 и 60 градусов вправо и влево, а затем в продольном направлении.
Детали и изделия, имеющие форму тел вращения или другой сложный профиль, полируют главным образом наклонно — вправо и влево.
По окончании предварительной полировки изделия подвергают отделочной полировке в продольном направлении (сначала с одного конца, а затем — с другого).
При полировании рабочую поверхность эластичных кругов нужно периодически смазывать полировальной смесью, причем в определенных дозах: при избытке смеси круг будет «салить» изделия, а при недостатке—поверхность металла не приобретает желаемого блеска и полировальный круг быстро износится. При смазывании полировального круга рекомендуется оставлять свободной от полировальной смеси примерно 1/4 часть рабочей поверхности.
Эластичный круг должен вращаться и прижиматься к изделиям с определенным усилием, само же полируемое изделие должно свободно передвигаться по отношению к кругу. Полирование с применением смесей может осуществляться периферией или торцом круга. Полировальный круг имеет только вращательное движение, перемещение изделий производится непосредственно рукой или особым приспособлением.
Для получения полированной поверхности высокого качества необходимо вначале произвести грубую обработку (предварительное полирование), а затем тонкую (окончательное или тонкое полирование). Частота вращения круга на полировальных станках 2000—2800 об/мин. Станки с большой частотой вращения круга применяют в тех случаях, когда требуется высокое качество, обработки. Если необходимо достичь зеркального блеска, то полирование осуществляется при более низких: частотах вращения круга.
Вначале полировку производят грубыми войлочными кругами с небольшим количеством полирующего вещества, а затем переходят на круги из мягкого войлока. Для получения зеркального глянца используют наборные полировальные круги из хлопчатобумажной ткани или мягких кожаных шайб. Заканчивают процесс полированием изделий на кольцевой щетке, содержащей вместо щетины пучки хлопчатобумажных или шерстяных ниток. В этом случае пользуются наиболее тонкими полировальными пастами, которые наносят на поверхность инструмента в очень небольшом количестве.
Для окончательной доводки поверхности ювелирных изделий применяют также щетки из ниток — пуховки.
На качество поверхности существенное влияние оказывает также удельное давление круга (полировальника) на обрабатываемую поверхность. С увеличением удельного давления интенсивность процесса повышается до некоторых пределов, однако его дальнейшее повышение снижает не только качество обработки, но и производительность (преждевременно изнашивается круг, наблюдается заметный нагрев обрабатываемых, изделий). Для повышения качества поверхности изделий полирование необходимо производить с небольшим удельным давлением, в результате на поверхности меньше заметны риски и соответственно больше отражательная способность металла. В табл. 1 приведены режимы механического полирования эластичным кругом, покрытым пастой.
Таблица 3.
Режимы механического полирования эластичным кругом, покрытым пастой
| Полируемый материал | Окружная скорость, м/с | Удельное давление, МПа |
| Сталь, никель | 30—35 | 1-2 |
| Медь, драгоценные металлы | 20—30 | 0,3—0,8 |
| Алюминий и его сплавы | 18—22 | 0,1—0,4 |
| Пластические массы | 12—15 | 0,1—0,2 |
Абразивные материалы (пасты) для полирования металлов.
Для полирования изделий из металлов используют абразивные материалы в виде паст: тонкие порошки абразива, диспергированные в композиции из парафина, стеарина, технического сала, олеиновой кислоты и т. д.
При полировании изделий из сталей различных марок в состав паст и суспензий вводят природные и искусственные абразивные материалы, применяемые при шлифовании; при полировании цветных и драгоценных металлов — пасты, основными компонентами которых являются оксиды хрома или железа. Иногда применяют также технический мел, оксид кальция с добавками оксидов магния и железа или тальк. Состав паст на основе оксида хрома для полирования изделий из драгоценных металлов приведены в табл. 4.
Таблица 4.
Состав паст на основе оксида хрома для полирования изделий из драгоценных металлов
| Компонент пасты | Массовая доля компонента, %, при обработке | ||
| грубой | средней | тонкой | |
| Состав 1 | |||
| Оксид хрома | |||
| Стеарин | |||
| Расщепленный жир | |||
| Керосин | |||
| Силикагель | 1,8 | ||
| Олеиновая кислота | |||
| Сода | 0,2 | ||
| Состав 2 | |||
| Оксид хрома | |||
| Стеарин | 10,7 | ||
| Олеиновая кислота | 1,3 | ||
| Техническое сало | |||
| Скипидар | |||
| Петролатум окисленный | |||
| Парафин |
Абразивы могут быть естественного и искусственного происхождения. К первым относятся крокус, мел, венская известь, тальк, диатомит и трепел. Крокус представляет собой молотый природный оксид железа и является одним из основных абразивов, применяемых при полировании драгоценных металлов. Мел, только размолотый и отмученный, применяют для полирования не только драгоценных металлов, но и меди и ее сплавов. Венская известь, изготовляемая из прокаленного доломита, представляет собой смесь окислов кальция и магния. Оксиды кальция и магния активно поглощают из воздуха углекислый газ, поэтому хранить венскую известь и пасты на ее основе следует в герметически закрытых сосудах. Тальк является очень мягким абразивом используется для полирования гальванических покрытий. Диатомит и трепел представляют собой мелкозернистую смесь различных видов кремниевого ангидрида, обезвоженную кремниевой кислотой, кристаллического кварца и т. д.
К искусственным абразивным материалам относятся многие оксиды металлов.
Оксид железа (крокус) готовят окислением металлического железа или прокаливанием гидрооксида железа. В отличие от природного крокуса оксид железа может иметь высокую чистоту и любую степень дисперсности, что позволяет на его основе изготовлять высококачественные полировальные пасты.
Оксид хрома представляет собой тонкий порошок темно-зеленого (иногда почти черного) цвета. На его основе готовят универсальные полировальные пасты, к которым относится, в частности, широко используемая в промышленности паста ГОИ.
Диоксид олова — беловато-серый порошок, чрезвычайно мелкие и равномерные зерна которого обладают невысокой твердостью, что определяет его применение для окончательной доводки (глянцевания) ювелирных изделий.
В качестве искусственных полирующих материалов находят также применение оксиды циркония, цинка, магния, алюминия.
Для приготовления доводочных и полировальных паст используют различные композиции, в которые входят олеиновая к теариновая кислоты, парафин, церезин, техническое и натуральное сало, канифоль, масла костяное и вазелиновое, скипидар и т. д. Связку для паст выбирают в зависимости от ее назначения: она состоит из активных добавок (олеиновой и стеариновой кислот) и жировой основы. Олеиновая и стеариновая кислоты химически активизируют процесс полирования, повышают его производительность. Для этого же добавляют в полировальные пасты для драгоценных металлов поверхностно-активные вещества, а в последнее время и специальные комплексообразующие вещества, в частности сложные органические соединения, содержащие серу. Подобные добавки ускоряют процесс полирования и заметно улучшают шероховатость поверхности.
Пасту на основе оксида хрома готовят следующим образом. В фарфоровой или эмалированной металлической посуде расплавляют 15 ч. (по массе) стеарина и 12 ч. парафина. Когда расплавленные жиры разогреваются, к ним при непрерывном помешивании добавляют 73 ч. предварительно просеянного и высушенного оксида хрома. Смесь тщательно перемешивают и греют до получения достаточно жидкой массы, которую разливают в формы. После остывания пасту вынимают из форм и хранят завернутой в бумагу.
Существуют и другие рецептуры паст на основе оксида хрома. Например, предлагается активная паста, состоящая из 73 ч. оксида хрома, 23 ч. стеариновой кислоты и 4 ч. олеиновой кислоты.
В ювелирной промышленности широко применяют также пасты на основе крокуса (оксида железа). Для изготовления этой пасты в фарфоровой или эмалированной металлической посуде расплавляют 18,5 ч. стеариновой кислоты, 2,0 ч. церезина, 0,5 ч. олеиновой кислоты. В расплав при помешивании вводят 70 ч. крокуса. После тщательного перемешивания в расплавленную массу добавляют 9 ч. парафина, все вновь тщательно перемешивают и разливают в формы. Остывшую пасту вынимают из форм и укладывают в тару.
В настоящее время при доводочных и полировальных работах применяют алмазные пасты, которые обеспечивают высокие параметры шероховатости обрабатываемой поверхности.