


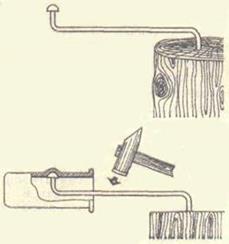
Травлением называется способ воспроизведения с помощью химических средств рисунков, орнаментов, надписей и т.п. на поверхности металлических предметов.
Травление производится двумя способами: можно покрыть веществом, на которое действует протрава, все линии и поверхности рисунка; можно, наоборот, защитить от действия кислот все промежутки, оставляя линии и поверхности рисунка свободными. Если потом покрыть всю поверхность кислотой, то в первом случае рисунок получится слегка рельефным, во втором — рисунок выйдет углубленным.
Как ни проста, на первый взгляд, операция травления, начинающие часто терпят неудачу, особенно при травлении тонких и сложных рисунков.
Прежде чем наносить предохраняющее покрытие, обрабатываемую поверхность следует тщательно очистить от тонкого налета ржавчины, жира и иной грязи. Приставший к поверхности жир можно удалить промыванием в спирте или бензине, прокаливанием или, наконец, провариванием в растворе соды или едкого натрия.
Очищенный от грязи и жира предмет погружают в 10%-ный раствор серной кислоты и оставляют в ней до тех пор, пока не исчезнет темный налет ржавчины. После этого обрабатываемую поверхность можно отполировать, если форма предмета позволяет и назначение его не противоречит этой операции. Но подобная предварительная полировка не обязательна. До вычищенной поверхности нельзя дотрагиваться голыми пальцами, так как на них всегда есть большее или меньшее количество жирового вещества, а на жир протрава не действует.
Когда протравливаемая поверхность вычищена настолько, что имеет свежий металлический блеск, приступают к нанесению предохранительного покрытия. Хорошее покрытие можно приготовить следующим образом: расплавляют 1 часть асфальта и 2 части мастики, смесь перемешивают и добавляют к ней 2 части белого воска. По охлаждении этот состав формуют в шарики и конусы, которые завертывают сначала в тряпочку из тонкого плотного полотна, а сверху — в сухую тафту. Состав наносится на поверхность следующим образом: обрабатываемый предмет подогревают и, слабо надавливая на поверхность, водят по ней равномерно массой, завернутой в тафту; при этом состав тает и просачивается сквозь тряпку, покрывая тонким слоем натираемую поверхность. Когда это покрытие затвердеет, его покрывают тонким слоем свинцовых белил, мелко растертых и распущенных в растворе гуммиарабика. Затем при помощи синей бумаги на белую поверхность переводят требуемый рисунок или надпись. Все места, которые требуется вытравить, проскабливают до поверхности металла. Тонкой и острой гравировальной иголкой можно воспроизвести даже тончайшую тушевку рисунка.
Если хотят протравить простую фигуру или надпись, то предохранительное покрытие можно разбавить какой-нибудь жидкостью, например скипидаром, до консистенции густой масляной краски. По такому покрытию можно воспроизвести требуемый рисунок от руки иглой или даже стальным пером.
При нанесении предохранительного покрытия необходимо следить за тем, чтобы металлическая поверхность была совершенно суха, иначе покрытие местами плохо пристанет, а кислота может проникнуть тогда до металла и протравить места, которые должны остаться нетронутыми.
Протравой для медных, латунных, бронзовых и серебряных изделий служит следующая смесь: 3 части насыщенного водного раствора азотнокислой меди и 1 часть насыщенного уксусного раствора нашатыря.
Для железа и стали рекомендуют следующую смесь: 400 частей воды, 2-3 капли азотной кислоты, 15 частей каломея (двухлористой ртути) и 1 часть виннокаменной кислоты.
Протравливаемый предмет опускают в глиняную глазированную кюветку (ванночку), в которую наливают соответствующий растворитель. Если обрабатываемая поверхность плоская, то можно установить ее в горизонтальном положении, вылепить по краям бортик из воска толщиной в палец и в полученную таким образом плоскую кюветку налить соответствующую кислоту. Когда травление считают оконченным, предмет прополаскивают в чистой воде, а предохранительное покрытие удаляют нагреванием или смывают его скипидаром. Если в углублениях останется некоторое количество протравки, то со временем она разъест металлическую поверхность местами глубже, чем требуется. Во избежание этого промытый предмет кладут на несколько минут в известковую воду, которая нейтрализует остаток кислоты.
5. Обработка давлением
5.1. Чеканка
Технология чеканки.
Подготовка рисунка. Для производства чеканки из листа прежде всего подготовляют рисунок, выполненный на бумаге в натуральную величину (шаблон), в линейной (контурной) манере, без теней и с небольшими полями для приклейки его на металл.
Для выполнения рисунка на объеме на бумаге делают его развертку: целиком — для простых форм, имеющих один радиус кривизны (конус, цилиндр), на которые бумага легко накладывается, или по частям — для шарообразных и сложно профилированных форм, имеющих несколько радиусов кривизны. На таких изделиях наложение и совмещение рисунка, выполненного на плоском листе бумаги, со сложно профилированной поверхностью изделия может быть (условно) достигнуто только на небольших участках формы с большей или меньшей степенью деформации бумаги. Такие изделия перед нанесением рисунка предварительно размечают и рисунок переводят на них по частям (фрагментарно).
Подготовка бляшки.Исходя из размера и конфигурации рисунка от листового металла ножницами отрезают прямоугольную бляшку с таким расчетом, чтобы на ней свободно размещался весь рисунок и еще кругом оставался небольшой свободный край шириной 30—40 мм. Этот край необходим для более прочного удержания бляшки на смоле в процессе чеканки, особенно при выколотке высокого рельефа близко от краев. При чеканке у самого края бляшка обычно отскакивает от смолы (особенно от твердой) и ее приходится вновь насмаливать.
Отрезанную по размеру бляшку деревянным молотком выравнивают на плите и плоскогубцами слегка у нее загибают края и углы. Подготовленная таким образом листовая заготовка прочнее держится на смоле.
Насмолка.Благодаря насмолке бляшка прочно фиксируется, что необходимо при работе. Кроме того, отпечаток от удара чеканом получается четким и определенным. Для насмолки плоских чеканок применяют специальные доски или ящики, дно которых делают из толстого теса (толщиной 20—30 мм). Из более тонких планок со всех четырех сторон прибивают невысокие борта, образующие неглубокий ящик. Его до краев заполняют заранее сваренной и разогретой смолой, которой дают остыть и затвердеть. Размеры ящика должны немного превышать размеры бляшки так, чтобы от края бляшки до стенок ящика оставалось свободное поле смолы не меньше 20—30 мм.Глубина ящика также должна соответствовать высоте рельефа. Чем выше рельеф, тем глубже должен быть ящик.
Затем паяльной лампой или пламенем газовой горелки разогревают верхний слой смолы, слегка размешивая и разравнивая его при этом скребком. Когда верхний слой смолы хорошо разогреется, на него укладывают бляшку, следя за тем, чтобы она разместилась на одинаковом расстоянии от краев ящика и не утонула глубоко в смолу. Кроме того, очень важно, чтобы под бляшку не попал воздух и она присмолилась бы всей плоскостью (рис. 33). Затем ей дают остыть.
Объемные формы — стаканы, вазы, круглые скульптуры, а также глубокие барельефные и горельефные формы чеканят, наполнив их смолой. Для этого смолу разогревают и заливают в полость объемных форм, следя за тем, чтобы там не остался воздух и не образовались пустоты. При чеканке это приводит к трудно исправимому браку, так как металл под ударами чекана на пустотах проваливается, а иногда и прорывается.
В качестве опоры для объемных чеканок употребляют специальные котелки, выдавленные в форме полушара из листовой стали и заполненные предварительно разогретой смолой немного выше края (горкой). На таком котелке, пока смола не совсем застыла, но уже загустела, приготовляют место для обрабатываемого изделия. Для этого горячую и еще вязкую смолу покрывают мокрой бумагой или тряпкой, а сверху кладут подлежащий чеканке объемный предмет (наполненный смолой) и слегка вдавливают его в смолу. Тряпка или бумага не дают смоле прилипнуть к предмету, и на котелке образуется углубление (отпечаток), точно соответствующее его конфигурации. В таком углублении предмет хорошо и прочно удерживается в процессе чеканки, легко снимается, не пачкается о смолу.
Под котелок при чеканке подкладывается специальная подставка в форме кольца, сделанная из резины или свернутая из обрезков приводных ремней.
Перевод рисунка.На насмоленную бляшку или объем переводят заготовленный рисунок. Для этого металлическую поверхность слегка покрывают акварельными белилами и через копировальную бумагу переводят рисунок. Готовый рисунок на металле закрывают нитролаком, чтобы он не стирался при работе. Однако рисунок, переведенный через копирку, все же мало прочен и при чеканке ответственных работ (больших многофигурных композиций, портретов и т. п.) лучше применять старый испытанный прием—канфарнение. Для этого рисунок прикрепляют к металлу посредством пластилина (или воска) или наклеивают мыльным раствором, а затем специальным чеканом—канфарником пробивают рисунок по контурам рядами точек, образующих пунктирные линии, хорошо заметные после снятия бумаги.
Канфарить надо легко, но уверенно, так, чтобы каждая точка от удара канфарника была бы хорошо заметна, но не пробивала бы металл глубоко. Излишне глубокое канфарение почти невозможно вывести в процессе всей последующей чеканки, а ее следы не всегда желательны на готовом изделии. Мелкий рисунок канфарят острым чеканом, набивая точки часто (близко друг к другу). Крупный рисунок наносят тупым канфарником, редким пунктиром. Рисунок после умелой, аккуратной канфарки сохраняется и может быть использован повторно.
Расходка и опускание фона.Процесс чеканки обычно начинают с обводки или расходки сканфаренного рисунка. Выбрав соответствующий по ширине обводной чекан — расходник, им проходят по всем линиям рисунка, соединяя точки канфарника в одну сплошную линию и углубляя все контуры. Для мелких ювелирных работ употребляют острые расходники, дающие четкие узкие штрихи, для крупных чеканок, наоборот, — тупые, широкие расходники. При очень больших работах обводку делают иногда даже не расходником, а бобошником. Причем для еще большей ширины расходки бобошник ставят поперек и проводят линии его широкой стороной. После расходки рисунок становится хорошо видным и с лицевой, и с обратной сторон.
Следующей операцией является опускание фона вокруг рисунка при помощи более или менее плоских чеканов (лощатников), которыми «выводится расходка». Для этого чекан держат несколько наклонно в сторону рисунка и, сохраняя стенку, образованную расходником со стороны рисунка, выравнивают (осаживают) противоположную, обращенную к фону. Опусканием фона добиваются выявления рельефа. Рисунок начинает ясно выступать, несколько возвышаясь над осаженным фоном. Этим заканчивается первый этап чеканки. Металлическая пластина к этому времени уже успевает нагартоваться и требует для дальнейшей обработки отжига (рекристаллизации).
Отжиг.Для проведения отжига чеканку снимают со смолы, нагревая ее паяльной лампой, после чего она легко отделяется. Захватив пластину клещами за край, ее нагревают до темно-красного каления. В процессе нагрева металл отжигается и вновь приобретает вязкость и пластичность. В то же время смола с оборотной стороны выгорает и оставшаяся пыль легко удаляется крацовкой, отбелкой и промывкой. Заготовка становится совершенно чистой и после просушки вновь поступает в дальнейшую обработку.
Отжиг драгоценных, цветных и черных металлов и сплавов не представляет трудностей. Как только смола сгорит и металл начнет слабо краснеть, нагрев прекращают и процесс отжига заканчивают. Некоторые особенности имеет отжиг алюминия и его сплавов. Процесс рекристаллизации алюминия начинается уже при 100°С, т. е. задолго до начала красного каления (свечения). В то же время температурные интервалы красного каления и плавления у алюминия очень близки. Если алюминий нагреть докрасна, то он плавится и начатая работа разрушается. Поэтому при отжиге алюминия и его сплавов (дюрали) пластину незначительно нагревают и о температуре рекристаллизации судят по почернению (обугливанию) мыла, которым предварительно чертят полоски на подлежащей отжигу алюминиевой заготовке.
После отжига алюминиевую пластину промывают в подогретом растворе двууглекислой соды или едкого натра.
Выколотка рельефа.Эта операция заключается в дальнейшем подъеме рельефа (если это предусмотрено рисунком). Рельеф выколачивают с обратной стороны на резине или мешках с песком. При этом стремятся приподнять рельеф возможно точнее, в соответствии с рисунком. Выколотку ведут различными чеканами (при мелкой работе) или просто обратной стороной молотка (при крупных чеканках). Иногда подъем делают выше, чем следует, с некоторым запасом, с расчетом на последующую доработку на смоле.
Необходимую четкость рельефа при выколотке без смолы получить невозможно, но эта задача и не ставится. Четкость достигается позднее, при окончательной чеканке на смоле. При выколотке рельефа важно, чтобы металл тянулся эластично и не рвался. Кроме того, при выколотке необходимо правильно установить основные соотношения в планах рельефа и определить их высоты. При ответственных работах (например, портретных чеканках) все время следят за тем, чтобы не сбить рисунок. Отдельные участки рельефа, которые должны быть наиболее резкими и четкими (острые углы, грани и т. п.), выколачивают на деревянной доске или еще лучше на листовом свинце. Все участки фона выравнивают и устанавливают так, чтобы они лежали в одной плоскости. Это достигается их простукиванием лощатниками на стальной, чугунной или мраморной плите. После выколотки рельефа и выравнивания фона пластину вновь отжигают, отбеливают, промывают и высушивают для вторичной насмолки и окончательной доработки на смоле.
Вторичная насмолка и окончательная доработка рельефа. Вторичная Насмолка производится так же, как и первая, с той лишь разницей, что теперь предварительно всю полость рельефа заполняют расплавленной смолой и только после ее остывания и твердения чеканку насмаливают на ящик. Если в процессе насмолки на лицевую поверхность рельефа попала смола, то ее смывают тряпкой, намоченной в керосине, и насухо протирают. Окончательная прочеканка рельефа заключается в детальной проработке всех форм, выявлении их характерных особенностей и в то же время соподчинении деталей главному, создания общего цельного впечатления от всего рельефа.
Большую роль в окончательной отделке играет фактура чеканных поверхностей; сочетание гладких, кованых и матовых (шероховатых) элементов рельефа помогает при незначительных разностях в высотах рельефа получать большой декоративный эффект. Значительно  обогащает чеканку применение различных рисунчатых чеканов, придающих отдельным участкам рельефа полосатую, решетчатую, ямчатую или ячеистую фактуру. Заканчивая работу, вновь применяют расходник (иногда острый). Едва уловимые штрихи или рассечки, нанесенные им, подчеркивают ту или иную форму. Большое внимание уделяют отделке фона — его делают то гладким, кованым, то матовым, пестрым и рисунчатым. Иногда его канфарят, а иногда совсем просекают (при тонком листе) или выпиливают лобзиком (при более толстом листовом металле). Просечку фона осуществляют, не снимая работу со смолы, после ее полной и окончательной доработки. Для просечки применяют специальные сечки и мелкие зубильца с прямым и полукруглым (серповидным) рабочим концом, остро заточенные. Пропиловку делают лобзиком после снятия со смолы и отжига для удаления остатков смолы на оборотной стороне чеканки, которая мешает пропиловке. После просечки или пропиловки заусенцы опиливают надфилями различных профилей. При окончательной отделке работы пользуются большим количеством разнообразных чеканов.
обогащает чеканку применение различных рисунчатых чеканов, придающих отдельным участкам рельефа полосатую, решетчатую, ямчатую или ячеистую фактуру. Заканчивая работу, вновь применяют расходник (иногда острый). Едва уловимые штрихи или рассечки, нанесенные им, подчеркивают ту или иную форму. Большое внимание уделяют отделке фона — его делают то гладким, кованым, то матовым, пестрым и рисунчатым. Иногда его канфарят, а иногда совсем просекают (при тонком листе) или выпиливают лобзиком (при более толстом листовом металле). Просечку фона осуществляют, не снимая работу со смолы, после ее полной и окончательной доработки. Для просечки применяют специальные сечки и мелкие зубильца с прямым и полукруглым (серповидным) рабочим концом, остро заточенные. Пропиловку делают лобзиком после снятия со смолы и отжига для удаления остатков смолы на оборотной стороне чеканки, которая мешает пропиловке. После просечки или пропиловки заусенцы опиливают надфилями различных профилей. При окончательной отделке работы пользуются большим количеством разнообразных чеканов.
Кроме основных процессов и очередности их выполнения существует большое разнообразие в последовательности работ и приемах чеканки. В зависимости от конкретных условий, материала и задач применяют различные варианты технологии. Например, при точных работах, требующих большой четкости и верности форм и контуров рисунка, поступают следующим образом: сканфаренный рисунок тщательно обводят и после расходки лист сразу снимают со смолы, отжигают, отбеливают и насмоливают наизнанку, т. е. оборотной стороной наверх. Дав смоле затвердеть, рельеф выколачивают непосредственно на смоле. Линии расходника хорошо видны с изнанки, и работа получается очень точной.
При опускании рельефа на смоле он получается верным и чистым, полностью соответствующим замыслу, чего нельзя добиться при выколотке рельефа на песке или резине, где при ударе опускается большой участок металла (который потом уточняют при насмолке). При опускании рельефа на смоле опускается строго ограниченная,
определенная форма рельефа, только та, по которой наносят удар чекана. В дальнейшем работу опять пересмаливают налицо, еще раз уточняют формы и высоту приподнятого с изнанки рельефа и заканчивают чеканку нанесением фактуры и другими приемами отделки. Иногда при сложных работах с многофигурными рельефами, большим числом планов и т. п. пересмолку на ту и другую сторону производят несколько раз, пока не достигнут желаемого результата.
При крупных декоративных работах с очень высоким рельефом или при чеканке горельефов применяют перевод рисунка не на лицевую, а на оборотную сторону листа (соответственно перевернутым подготавливают и рисунок). Рисунок канфарят прямо на доске верстака, без насмолки (чтобы сократить расход времени), затем лист насмаливают, причем опять на изнанку (оборотной стороной наверх). Дают смоле немного остыть (до загустения) и начинают выколачивать рельеф, опуская его вниз, в глубь смолы. Работу ведут быстро, пока не остыла и не затвердела смола. Чеканят крупными чеканами сферической формы («выдавными») или прямо оборотной стороной большого чеканного молотка, у которого размеры шарообразного конца достигают 20—25 ммв диаметре. Выколотив необходимый рельеф, пластину пересмаливают налицо и заканчивают обычным порядком. Существуют и другие приемы чеканки плоских предметов.
Чеканка объемных форм.Начальные стадии чеканки на  объеме (канфарение и расходку рисунка) производят так же, как и на плоскости. Иначе обстоит дело с выколоткой рельефа. Обычными чеканами поднять рельеф на объемной форме не удается, и работу ведут крюками или трещотками. Исключение составляют очень большие вазы и другие объемные формы, где в полости самой формы оказывается достаточно пространства не только для того, чтобы поставить чекан, но и размахнуться молотком.
объеме (канфарение и расходку рисунка) производят так же, как и на плоскости. Иначе обстоит дело с выколоткой рельефа. Обычными чеканами поднять рельеф на объемной форме не удается, и работу ведут крюками или трещотками. Исключение составляют очень большие вазы и другие объемные формы, где в полости самой формы оказывается достаточно пространства не только для того, чтобы поставить чекан, но и размахнуться молотком.
Работу крюками ведут следующим образом: объемный предмет укладывают на верстаке, подложив под него мешок с песком или резину, Затем, поставив боевой конец крюка в полости формы, на участок рельефа, подлежащий выколотке, ударяют молотком по штанге крюка и таким путем приподнимают тот или иной элемент рисунка. Повторяя операцию многократно и каждый раз,
рис. 15.
передвигая бой крюка по внутренней поверхности объемной формы, постепенно выколачивают весь рельеф до желаемой высоты.
Работа трещоткой осуществляется иначе. Рис. 16.
Ее зажимают нерабочим концом в стуловые тиски, а сосуд держат в руке (рис. 15); затем наставляют рабочий конец трещотки внутри сосуда на участок, рельеф которого надо приподнять (выколотить), и сильно ударяют молотком по штанге трещотки. Она вибрирует и с достаточной упругой силой наносит удар, поднимая рельеф. Работа крюками и трещоткой требует большого навыка. Особенно трудно выколачивать рельеф на сосудах с узким горлом, через которое нельзя увидеть, куда намечен бой трещотки или крюка. В этом случае работу ведут на ощупь. Работу контролируют только по результатам, уже после каждого удара, по тому рельефу, который получается на поверхности сосуда снаружи, и передвигают бой трещотки, сообразуясь с тем, верно или неверно была поставлена трещотка на предыдущем ударе.
На рис. 16 показана трещотка со специальным приспособлением-указателем. Работать такой трещоткой значительно легче.
Если рельеф на объемном предмете должен быть невысоким, то его целесообразно выполнить на плоскости (не развертке), а затем уже готовый согнуть по форме предмета и примонтировать. Для этого рельеф чеканят обычным приемом, а затем осторожно сгибают руками или легким простукиванием деревянным молотком (киянкой).
Можно выделить следующие виды чеканных работ, отличающиеся по своей технологии и дающие различный художественный эффект.
Плоскостные (двухмерные) чеканные произведения, выполненные Расходкой.
Расходка может быть выполнена как с лицевой, так и оборотной стороны. В первом случае изделия несколько напоминают гравированные. Расходку с изнанки применяют часто современные художники.
Расходка с просечкой или выпиловкой фона.
Это очень простой и в то же время эффективный вид художественной обработки металла, создающий легкие, ажурные металлические кружева. Имеет мнго примеров в русском декоративном искусстве, выполненных из листового железа, меди, серебра и золота (рис. 39).
Чеканка без узоров (не изобразительная). Набивка фактуры пурошником, бобошником или рисунчатыми чеканами.
Расходка с опусканием фона.Это современный прием, широко распространенный в прошлом. Применяется для ювелирных работ и различных декоративных изделий .
Расходка с легкой выколоткой рельефа с изнанки.Расходка в этом случае делается не однообразной линией, а живой, подобно тому, как искусный рисовальщик рисует карандашом — то легко, то сочно и широко. При этом линия становится то плотной и непрерывной, то переходит в отдельные быстрые штрихи (рис. 41).
Чеканка объемных изделий скульптурного типа.
В современных условиях художники применяют чеканку для обработки различных декоративных предметов — блюд, ваз, настенных пластин, панно и т. п., а также для ювелирных изделий — браслет, нагрудных украшений, пряжек поясов, подвесок и т. п.
Басма.
Басма — это самостоятельный вид художественной обработки металла является своеобразным развитием и усовершенствованием чеканки. Вместо многократных ударов чеканом, необходимых для лепки сложной формы, еще на ранних стадиях применяли фигурные чеканы — пуансоны, производящие тиснение. Одного удара такого пуансона было достаточно, чтобы его боевой конец сообщил металлу соответствующую форму. Басменные доски — матрицы — являются дальнейшим развитием техники тиснения.
Преимущества тиснения по сравнению с чеканкой — быстрота производства изделий, а также значительная экономия драгоценного, металла (золота, серебра), так как тиснение осуществляется на материале значительно меньшей толщины по сравнению с чеканкой.
Для тиснения басмы прежде всего изготовляется басменная доска (матрица). Она представляет собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев, углов и резких выступов, которые прорывают тонкий металл при тиснении. Общая высота рельефа на древних басмах не превышала 1—2 мм, но иногда достигала 5—6 мм (на больших басмах).
Матрица изготовляется литьем из медных сплавов с последующей тщательной чеканкой, реже обронной техникой из стальной заготовки, тоже прочеканенной. Толщина медных басменных матриц составляет от 6 до 10—12 мм. Стальные матрицы могут быть и тоньше. Оборотная сторона матрицы плоская, ровная, плотно ложащаяся на верстак.
Процесс тиснения басмы заключается в следующем. На матрицу кладется тонкий лист металла, толщина которого обычно не превышает 0,2—0,3 мм, предварительно осторожно отожженного и отбеленного. Затем сверху накладывается прокладка из листового свинца. По этой свинцовой подушке наносят удары деревянным молотком или в современных условиях осуществляют необходимое давление винтовыми или ручными прессами. Под действием силы свинец благодаря своей пластичности вдавливается во все углубления матрицы, точно повторяя весь ее рельеф. Такие же деформации претерпевает и металлический лист, зажатый между матрицей и свинцовой прокладкой. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, очень точно воспроизводящий вес детали матрицы, включая и фактуру.
Более жесткие материалы (пробное серебро, латунь) требуют один или два промежуточных отжига и повторных тиснений, иначе тонкая металлическая, фольга гартуется и рвется. Повторные тиснения с отжигом необходимы также и при тиснении очень высоких рельефов из чистых металлов. Необходимо следить, чтобы при повторном тиснении рельеф, образованный на заготовке при первом тиснении, точно совпал с рельефом матрицы. Даже при небольших несовпадениях выступающие элементы рельефа сминаются и заготовка портится.
Клепка — это операция, с помощью которой получают неразъемные соединения деталей. Она часто применяется при изготовлении художественных изделий. Процесс клепки состоит из просверливания отверстий в деталях, установки в них заклепок и расклепывания выступающего конца заклепки с образованием второй головки. Заклепочное соединение может быть подвижным и неподвижным.
Неподвижное соединение применяется в большинстве случаев для различных металлических конструкций, начиная от решеток, ограждений и кончая ювелирными украшениями. Подвижные соединения применяются при изготовлении инструментов (щипцы, ножницы) и других изделий (петли, шарниры) для полученияшарнирных соединений, в них заклепки устанавливаются с зазором.
Заклепки изготовляют из металлов, обладающих вязкостью и пластичностью в холодном состоянии (сталь, медь, латунь, алюминий, серебро и др.). Они состоят из стержня с одной головкой, которая называется закладной головкой, вторая — замыкающая головка, образуется при расклепывании.
Наиболее распространены заклепки с полукруглой и потайной головкой (плоской). Стержень по своей длине берется исходя из суммы толщин склепываемых деталей и выступающей части стержня, необходимой для образования замыкающей головки. Для образования плоской, потайной, головки выступающий конец должен быть равен 0,5 диаметра стержня, а для полукруглой головки-1,5 диаметра стержня заклепки. Выступающий конец заклепки делают слегка коническим, чтобы легче было ввести его в отверстие.
Диаметр стержня заклепки лучше всего брать в зависимости от толщины склепываемых листов или деталей: d=2s, где d — диаметр стержня заклепки, а s — наименьшая толщина склепываемых деталей (листов).
Инструментами для клепки являются натяжка и обжимка. Натяжка служит для сжатия склепываемых деталей. Она представляет собой стальной стержень с отверстием на торцовой части, диаметр и глубина которого должна быть несколько больше выступающейчасти заклепки. Обжимка служит для оформления замыкающейголовки и имеет такую же конструкцию, как и натяжка, но вместо отверстия в ней имеется лунка по форме головки.
В процессе клепки производят следующие по порядку операции:
1. Подгоняют детали — правка, припиловка, удаление заусенцев.
2. Размечают отверстия под заклепки и накернивают центры. При этом расстояние от центра заклепки до края склепываемой детали должно быть не меньше 1,5 диаметра заклепки, а между центрами заклепок в ряду от 3 до 4 диаметров.
3. Сверлят (или пробивают) отверстия. Диаметр сверленых отверстий берется на 0,1-0,2 мм больше диаметра стержня заклепки — это облегчает вставку заклепок в отверстия.
4. Снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, и под нее ставят поддержку (специальный стержень с лункой под головку, укрепляемый в тисках) или плиту.
5. Ударяя молотком по натяжке, плотно сжимают склепываемые детали.
6. Расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, так как металл нагартовывается и теряет пластичность. Сначала сильными ударами осаживают стержень, а затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой.
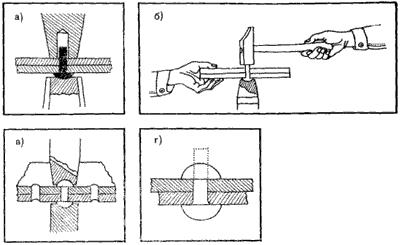
Рис. 18. Процесс клепки:
а) установка натяжки; б) осаживание стержня заклепки молотком;
в) оформление головки обжимкой; г) cформированная замыкающая головка
Можно сразу на выступающий конец стержня накладывать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку, но при таком способе возможно смещение головки относительно оси заклепки, что нежелательно.
При клепке возможны такие виды брака:
· Смещение замыкающей головки относительно оси стержня из-за косо просверленных отверстий или скоса торца стержня.
· Часть стержня расплющивается между склепываемыми деталями, если детали слабо прижаты друг к другу.
· Стержень заклепки изогнут — это происходит, если свободная часть стрежня была велика или его диаметр мал по отношению к диаметру отверстий.
· Мала замыкающая головка при недостаточной длине свободной части стержня заклепки.
Пайка
Пайка — способ неразъемного соединения металлических деталей при помощи припоев, широко применяемый в производстве художественных изделий.
Различают пайку мягкими припоями и твердыми припоями.
Пайка мягкими припоями имеет следующие преимущества: незначительный нагрев соединяемых деталей, сохранение размеров и формы деталей, простота способа, высокая плотность и др. Недостатки — невысокая прочность и термостойкость в пределах 100°С.
В процессе пайки мягкими припоями производят следующие по порядку операции:
1. Перед пайкой детали подгоняют друг к другу и места пайки тщательно очищают напильником или шкуркой.
2. Очищенные поверхности покрывают флюсом и облуживают.
3. Рабочий (заостренный) конец паяльника тщательно очищают, а если необходимо, запиливают драчевым напильником. Паяльник нагревают и его рабочий конец облуживают, для чего его предварительно погружают или натирают нашатырем (хлористым аммонием).
4. Паяльником расплавляют припой и переносят его на соединяемые поверхности деталей.
5. Паяльником медленно водят вдоль шва, пока он не прогреется и припой равномерно заполняет его.
6. После застывания припоя шов тщательно промывают и высушивают и, если необходимо, зачищают шкуркой, а наплывы припоя удаляют шабером или напильником.
Паяльник обычно нагревают до 400-450°С. Перегрев паяльника до 600°С и выше недопустим, так как медь, из которой сделан паяльник, начнет энергично окисляться и не будет брать и держать припой. Кроме того, медь при перегреве поглощает олово, оставшееся на паяльнике, отчего его рабочий заостренный конец становится хрупким и зазубренным.
Спайку предметов мягкими припоями производят на деревянной подкладке, так как металлическое основание поглощает значительную часть тепла, охлаждает детали и затрудняет работу.
Пайка твердыми припоями, у которых температура плавления выше 550°С, дает прочные, герметичные соединения. Твердые припои в основном состоят из меди, серебра, цинка и др. и применяются для пайки черных, цветных и драгоценных металлов.
Пайку твердыми припоями производят в следующем порядке:
1. Спаиваемые поверхности припиливают и подгоняют. Плотность подгонки во многомобеспечивает успех пайки (рис. 19.). 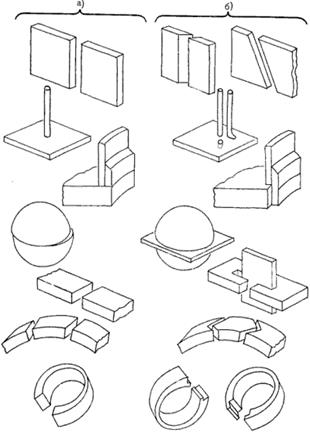
Рис. 19. Припиловка и подгонка различных деталей при твердой пайке:
а) неправильно; б) правильно
2. Спаиваемые детали соединяют и закрепляют между собой, что осуществляется посредством струбцин и других зажимных инструментов, а также посредством связывания проволокой из мягкой стали.
3. Спаиваемые поверхности покрывают флюсом (бурой) и медленно прогревают пламенем горелки или паяльной лампы.
4. На нагретый шов раскладывают припой, и нагревание продолжается, пока припой не расплавится и не зальет зазор в соединении.
5. После охлаждения производят зачистку шва и промывку для удаления остатков флюса.
В процессе пайки необходимо внимательно следить за растеканием припоя. Он начинает плавиться, как только расплавится и сделается жидкой бура (флюс). Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону; тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои
Паяльная жидкость. Наиболее обычным очистительным средством служит водный раствор хлористого цинка (он же: паяльная кислота, паяльная вода, паяльная жидкость, травленая кислота и т.д.). Его обычно готовят, растворяя цинк в соляной кислоте. Раствор наносится на место спая в очень незначительном количестве и затем туда же наносится паяльником расплавленное олово. Под влиянием высокой температуры вода из раствора испаряется, а остающийся хлористый цинк разлагается, выделяя свободную соляную кислоту, которая и очищает поверхность металла, так что нанесенное олово начинает ее смачивать. Хлористый цинк являeтcя наилучшим известным нам очистительным средством, так как не требует подготовки, действует быстро и верно.
Очень крупным недостатком хлористого цинка, как очистителя, является его гигроскопичность. Случайно оставшийся неразложенным хлористый цинк со временем размокает и образует гальванический элемент: спаиваемый металл — раствор хлористого цинка — олово. Так как, раствор хлористого цинка обладает, кроме того, вследствие гидролитического распада кислой реакцией, то он может со временем разъесть пай.
Однако, если принять некоторые меры предосторожности: 1) брать возможно меньшее количество раствора и 2) сильно прогревать место спая, чтобы быть уверенным в том, что весь хлористый цинк разложится,— можно считать себя почти застрахованным от подобных неприятных последствий. Самым лучшим предохранением является промывка спая горячей водой со щеткой (для спаев проволок очень удобна зубная щетка).
Другие очистители. Кроме раствора хлористого цинка, в качестве очистителей употребляются еще такие вещества как стеарин и канифоль. Под влиянием высокой температуры расплавленного олова эти вещества разлагаются, и продукты их разложения восстанавливают окиси до металла. Способ применения их следующий: на месте спайки помещают несколько крупинок очистителя, набирают на сильно нагретый паяльник олово и трут паяльником по месту спайки. При этом крупинки плавятся, распределяются по всему спаю равномерно и очищают его от окислов.
Работа с твердыми очистителями значительно труднее, чем с раствором хлористого цинка. Преимуществом же их является то, что случайно оставшийся на месте спайки очиститель не вызывает разъедания и не создает гальванического элемента. Твердые очистители находят свое применение, главным образом, в обслуживании больших кусков металла. Особенно пригодным является для этой цели — пицеин. Необходимо следить за тем, чтобы паяльник был сильно нагрет, так как, чем выше температура, тем сильнее восстанавливающее действие очистителя. Разумеется, не следует заходить слишком далеко и сжигать паяльник.
Пайка серебром и «твердыми» (тугоплавкими) припоями.
Высокая температура плавления серебра (961°С) заставляет применять для пайки им совершенно другие методы, чем для олова.
Одним из таких приемов является следующий: спаиваемые поверхности складываются вместе, посыпаются бурой (очиститель), на них кладется кусочек серебра и все вместе вносится в пламя паяльной горелки. Расплавляющаяся в пламени бура растворяет окислы на спаиваемых поверхностях, так что серебро при расплавлении может их смочить. После охлаждения сплавленная бура удаляется со спая разгибанием ее и последующей многократной промывкой спая кипящей водой. Само собой разумеется, что паять серебром можно только металлы, точка плавления которых лежит значительно ниже точки плавления серебра. Материалом для пайки может с успехом служить серебро 84-й пробы. Серебро низшей пробы уже меньше пригодны для этой цели.
Из других тугоплавких припоев наилучшим является следующий сплав: латуни — 78,3%; цинка — 17,4%; серебра — 4,3% или меди — 36%; цинка — 52%; серебра — 12%. Спаивание этими припоями производится так же, как серебром.