


Для чего нужна арматура и армирование фундамента? Эта мера увеличивает прочность бетонных конструкций. За счет чего это происходит? Сталь, из которой в основном делают этот элемент, имеет высокие прочностные характеристики: в 7-8 раз прочнее, чем сам бетон. Располагают прутья арматуры в массиве бетона таким образом, чтобы нагрузки приходились на арматуру. После того, как бетон обретает всю свою прочность, система становится монолитной, а ее прочностные характеристики в разы выше, чем у аналогичного по размерам сооружения, но без армирования.
Характеристики арматуры
Сталь горячекатаная для армирования ЖБК
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
| Арматурная сталь периодического профиля Стержни с равномерно расположенными на их поверхности под углом к продольной оси стержня поперечными выступами (рифлением) для улучшения сцепления с бетоном. Арматурная сталь гладкая Класс прочности Угол наклона поперечных выступов Шаг поперечных выступов Высота поперечных выступов Номинальный диаметр арматурной стали периодического профиля (номер профиля) Номинальная площадь поперечного сечения |
ГОСТ 10884-81
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций.
По этому стандарту арматура в зависимости от механических свойств подразделяются на классы: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
Арматуру по этому стандарту изготовляют из стали следующих марок:
| Класс арматурной стали | Марка стали |
| Ат-III | Ст5 (Ст5сп, Ст5пс) |
| Ат-IV, AT-IVC, AT-IVK | 20ГС; 25Г2С; 35ГС; 28С;10ГС2; 08Г2С; 25С2Р; |
| Aт-V (К и СК) | 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2; |
| Ат-VII | 30ХС2; |
ГОСТ 5781-82
В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
Арматурную сталь изготавливают в стержнях или мотках. Арматурную сталь класса A-I (A240) изготавливают гладкой, классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) — периодического профиля. По требованию потребителя сталь классов A-II (A300), A-III (A400), A-IV (A600), A-V (A800) — изготавливают гладкой.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса A-II (А300), изготовленная в обычном исполнении, и специального назначения Ас-II (Ас300), должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400) и классов A-IV (А600), A-V (A800), А-VI (А1000) должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Арматурную сталь классов A-I (A240) и A-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А-IV (А600), A-V(A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в таблице. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
Марки стали, применяемые для изготовления арматуры разных классов (ГОСТ 5781-82)
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (А240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| A-II (А300) | 10-40 40-80 |
Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) |
10ГТ |
| A-III (A400) | 6-40 6-22 |
35ГС, 25Г2С 32Г2Рпс |
| A-IV (A600) | 10-18 (6-8) 10-32 (36-40) |
80С 20ХГ2Ц |
| A-V (А800) | (6-8) 10-32 (36-40) |
23Х2Г2Т |
| А-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
Допускается изготовление арматурной стали класса A-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Западно-Сибирским металлургическим комбинатов выпускается термомеханически упрочненная арматурная сталь классов А400С и А500С по ТУ 14-1-5254-94. Низкое содержание углерода наряду с термомеханической обработкой арматурной стали в потоке проката обеспечивает ее улучшенную свариваемость и пластичность, повышенную вязкость и долговечность. Эта арматурная сталь по своим свойства отвечает требованиям международный стандартов.
Госстрой России рекомендует применение арматурной стали А400С и А500С в железобетонных конструкциях наряду и взамен арматурной стали классов A-III марок 25Г2С и 35ГС (ГОСТ 5781-82) и Ат-IIIС (ГОСТ 10884-81) тех же диаметров. Термотехнические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).
Параметры стержневой арматуры (ГОСТ 5781-82)
| Номер профиля (номинальный диаметр стержня), мм | Масса 1 м профиля, кг | Количество метров в 1 тн | Площадь поперечного сечения, см2 |
| 6 | 0,222 | 4504,50 | 0,283 |
| 8 | 0,395 | 2531,65 | 0,503 |
| 10 | 0,617 | 1620,75 | 0,785 |
| 12 | 0,888 | 1126,13 | 1,131 |
| 14 | 1,210 | 826,45 | 1,540 |
| 16 | 1,580 | 632,91 | 2,010 |
| 18 | 2,000 | 500,00 | 2,540 |
| 20 | 2,470 | 404,86 | 3,140 |
| 22 | 2,980 | 335,57 | 3,800 |
| 25 | 3,850 | 259,74 | 4,910 |
| 28 | 4,830 | 207,04 | 6,160 |
| 32 | 6,310 | 158,48 | 8,040 |
| 36 | 7,990 | 125,16 | 10,180 |
| 40 | 9,870 | 101,32 | 12,570 |
| 45 | 12,480 | 80,13 | 15,000 |
| 50 | 15,410 | 64,89 | 19,630 |
| 55 | 18,650 | 53,62 | 23,760 |
| 60 | 22,190 | 45,07 | 28,270 |
| 70 | 30,210 | 33,10 | 38,480 |
| 80 | 39,460 | 25,34 | 50,270 |
ТИПЫ ПРИМЕНЯЕМОЙ АРМАТУРЫ
Армирование бетона проводится мягкой сталью с допустимым напряжением в металле, указанным в соответствующих СНиП. В качестве арматуры применяют также:
- среднеуглеродистую сталь;
- высокоуглеродистую сталь;
- холоднокатаную стальную проволоку.
В качестве арматуры используют деформированные стержни с зазубринами. Неровность стержня позволяет обеспечить лучшую механическую связь арматуры и бетона. Эффективность такой связи небольшая и увеличивается, если между составными элементами происходит напряжение на сдвиг. Чем выше усилие на сдвиг, тем выше сопротивление материала за счет лучшего сцепления. Арматура с деформированной поверхностью самостоятельно не применяется, так как присутствует опасность сколов бетона. Чаще всего такая арматура применяется дополнительно со стальной проволокой.
В качестве арматуры для бетона применяется арматурная сетка, которая изготавливается из стальной проволоки. Для соединения проволоки применяется электросварка. Для изготовления сетки могут применяться витые стержни с прочным соединением в местах пересечения. Использование таких стержней позволяет не использовать электросварку. Применяется сетка чаще всего при изготовлении железобетонных плит, используемых как при строительстве домов, так и при строительстве дорог.
Применяется арматура такой конструкции для проведения армирования плит перекрытия, а также стеновых панелей. Стальной лист с прорезями может содержать небольшую шероховатость, которая создаст лучшее сцепление штукатурки с плитой.Еще один тип арматуры для бетона – листовая стальная арматура. Конструктивно такая арматура представляет собой пластину листовой стали, в которой делают прорези с их последующим отгибанием. Получается что-то в виде сита. Ячейки такого сита могут иметь различную конструкцию.
Какая бывает арматура
Арматура выпускается в основном из стали. Бывает она гладкая и профилированная — с особой формы ребристостью. Ребристая используется для распределения нагрузки, гладкая служит лишь для придания конструкции формы. То есть основой упор нужно делать на качество ребристого прутка.
Не так давно на рынке появилась пластиковая арматура для фундамента. Она активно продвигается. Но мало кто из специалистов (продавцы не в счет) советует ее использовать. Если разбирать свойства одного и другого вида арматуры, то в реальности все достоинства и недостатки выглядят примерно так:
- Сталь токопроводящая — пластики нет. Нельзя однозначно сказать, что токопроводимость — плохое качество. Его можно использовать, например, при устройстве заземления.
- Пластиковая арматура в 4-5 раз легче и выпускается в бухтах. Это факт, но реально влияет он только на стоимость перевозки. Так как для массы железобетонной конструкции разницы нет, весит пруток 50 кг или 10.
- Стальные пруты можно гнуть прямо на стройплощадке. С изделиями из полимеров такого делать нельзя. При необходимости по вашему заказу вам изготовят на заводе гнутые участки. На площадке самостоятельно это сделать нереально.
- Пластик химически нейтрален и не разрушается при попадании влаги в бетон. Это так. Но при соблюдении правил (не менее 50 мм бетона от прутков до поверхности) и стальное усиление стоит десятилетиями и не разрушается.
- Сталь начинает плавиться при 600o Пластики размягчаются при 200-300oC.
- Пластики имеют лучшие прочностные характеристики. Не совсем так. Они больше растягиваются при статических нагрузках. Сделаете плитный фундамент армированный пластиковой арматурой, а он через некоторое время провиснет: коэффициент удлинения у них в 10-11 раз больше, чем у стали. То же и с ленточным фундаментом: лента может провиснуть.
Выбор арматуры
Среди наиболее важных характеристик арматуры можно выделить следующие: класс прочности, свариваемость, стойкость к коррозии, сцепление с бетоном. Чем лучше эти свойства, тем выше цена на арматуру. При выборе помните, что класс прочности обозначается буквой «А» и цифрами от 1 до 6 и зависит от металла, из которого была сделан металлопрокат. В обозначениях также могут встретиться «С» – возможность сварки, и «К» – антикоррозийная стойкость.
Толщина прута арматуры выбирается исходя из массы нагрузки оказываемой на конструкцию. Обычно толщина поставляемой строительной арматуры колеблется от 6 до 80 мм. Чаще всего покупатели делают выбор в пользу арматуры диаметра 10 и 12 мм. Цены на арматуру, как и на любой другой металлопрокат, зависят от спроса и предложения на рынке.
В любом случае при покупке проконсультируйтесь со специалистом, чтобы избежать возможных ошибок и просчетов. Часто можно серьезно сэкономить на цене на арматуру подобрав оптимальный диаметр.
ЗАЩИТА ОТ КОРРОЗИИ
Арматура для бетона должна быть защищена от коррозии. Находясь внутри бетона, стальной стержень фактически не подвергается коррозии, поэтому следует правильно выбирать толщину защитного слоя.
Для того чтобы толщина была выдержана, прежде чем заливать бетон следует проверить правильность расположения арматуры, найти неточности и устранить их.
Толщина защитного слоя должна составлять:
- для продольной балки – не менее 25 мм;
- для плит – не менее 1 мм;
- для конца стержня арматуры – не менее 25 мм;
- во всех остальных вариантах не менее 1 мм или не меньше диаметра арматуры.
Несоблюдение требований и невыдерживание значения толщины защитного слоя приведет к появлению трещин, коррозии металла и разрушению строения.
Отдельные элементы арматуры могут потребовать дополнительную защиту от коррозии. Это касается тех элементов, которые выходят на поверхность. Для защиты использую шеллак, лак или инертную краску. Применение меди допустимо, но только в тех случаях, если в окружающей среде не присутствует хлористый кальций. Элементы, покрытые цинком, свинцом, кадмием или алюминием в свежем бетоне подвержены коррозии, поэтому использовать такую защиту не рекомендуется.
Композитная арматура и ее виды
Композитная арматура делится на три основных вида: стеклопластиковая (АСП), базальтопластиковая (АБП) и углепластиковая.
Основу стеклопластиковой арматуры составляет стекловолокно, связанное между собой специальными термоактивными смолами. Изделия, получаемые из такого материала, отличаются высокой прочностью, легкостью и неподверженностью коррозии. АСП широко применяется в малом и загородном строительстве, так как обладает минимальным весом и позволяет строить легкие, но прочные конструкции, не требующие основательных фундаментов.
Базальтопластиковая арматура – изготавливается из базальтового волокна и смол, связывающих материал в единое целое. Материал обладает повышенной устойчивостью к агрессивным средам и низкой теплопроводностью, однако малоустойчив к воздействию высоких температур (более 160оС).
Углепластиковая арматура – создается на основе углеродного волокна и обладает высокой прочностью на разрыв, превышая по этому параметру стальные изделия в разы. Так же, как и прочие композитные материалы углепластик долговечен, стоек к коррозии и химикатам, а также легок по весу и использованию в работе.
Общими недостатками композитной арматуры можно считать ее малую упругость и жаропрочность, а, кроме того, невозможность сварки и изгиба деталей на месте непосредственного монтажа.
Разобраться в многообразии видов арматуры и подобрать необходимый для конкретного случая материал на первых порах достаточно сложно. Однако этому вопросу необходимо уделить особое внимание, так как лишь правильное использование арматуры нужного вида гарантирует качество и долговечность возводимого сооружения.
Классификация стальной арматуры
В зависимости от того, в соответствии с какой технологией изготавливаются стальные арматурные элементы, они подразделяются на:
• Стержневые – основной метод получения – горячая прокатка стали;
• Проволочные – получаемые методом волочения в холодном виде.
Если стержневые элементы подвергаются дальнейшему упрочнению (а это необязательно), существует их дальнейшее подразделение по способу упрочнения: термической обработкой или вытяжкой в холодном состоянии.
Арматурные изделия имеют собственную систему классификации. Выглядит она следующим образом: А 240С, А 800, А 600К и т.д. Числовой параметр в маркировке указывает на предел текучести стали, индексы С и К указывают на возможность сваривания материала и повышенную его устойчивость к коррозийному воздействию. На наличие индекса С необходимо обратить особое внимание тем, кто собирается соединять арматуру путем сваривания – если его нет, сваривать изделия не рекомендуется, так как сталь в месте сварки будет очень хрупкой.
Для повышения некоторых характеристик в арматурную сталь дополнительно вводят углерод. Чем большее количество углерода содержится в металле, тем тверже и прочнее он становится. Однако при этом повышается его хрупкость и ухудшается качество сварки.
Кроме углерода используют и другие легирующие добавки: хром, никель, молибден, титан, марганец и т.д. Одни из них повышают прочность, другие – стойкость к коррозии, третьи – увеличивают твердость. Наличие таких добавок также отражается в маркировке арматурной стали: Г- марганец, Т-титан, М-молибден, Ц-цирконий, Х-хром. Цифры перед буквенным обозначением указывают на процент углерода в стали, а цифры после – на процентное содержание самого элемента.
Сферы применения арматуры
Продолжительное время арматуру применяли исключительно для создания железобетонных конструкций. Композитный материал, которым является железобетон, обладает высокой прочностью на растяжение, хотя сам бетон такой характеристикой похвастаться не может. Обычный бетон невозможно использовать для отливки продолговатых деталей, на которые оказываются нагрузки растяжения и изгиба. Чтобы получить надежное бетонное перекрытие без арматурного каркаса, понадобится такое количество материала, что это теряет всякий смысл. Намного проще заложить в него пространственный каркас из стальной арматуры.
Возводя коттедж из кирпича или крупноформатных блоков, имеется возможность применять готовые железобетонные конструкции, например, плиты, перемычки, лестницы и т.д. В то же время можно создать монолитное или сборно-монолитное перекрытие, а также некоторые другие детали прямо на стройплощадке. Для этого понадобятся в первую очередь бетон и арматура. Кроме того, эти материалы обязательны при выполнении ленточного фундамента и нижнего перекрытия. Названные конструкции испытывают наибольшие нагрузки среди всех прочих в здании. Присутствие арматуры очень желательно в оконных и дверных перемычках. Железобетон является надежным и, что немаловажно, удобным материалом для изготовления балконных плит, лестничных маршей, выгребных ям, септиков и многих других конструкций.
Арматуру используют и в некоторых нетрадиционных строительных технологиях, в частности, несъемной опалубки. В структуру такой стены закладывают поперечные и продольные элементы. Первые препятствуют образованию наклонных трещин, а вторые – вертикальных.

С целью увеличить прочность стен, прутья арматуры закладываются в швы кирпичной или каменной кладки. При строительстве стен из ячеистобетонных блоков специалисты рекомендуют армировать каждый третий или четвертый ряд, а под оконными проемами – каждый второй.
Цементная стяжка с проволочным армированием окажется намного прочнее обычной, и не будет растрескиваться. Тем не менее, арматура не исключает выполнение компенсационных швов при большой площади бетонирования. Особенно полезно выполнить армирование во входных зонах и местах с наибольшим трафиком.
Состав арматурных работ
Арматурные работы включают в себя следующие процессы:
• централизованная заготовка арматурных элементов;
• транспортирование арматуры на строительную площадку, сортировка и складирование;
• укрупнительная сборка арматурных элементов, изготовление арматурных изделий;
• установка в опалубку стержней, сеток, плоских, пространственных и несущих арматурных каркасов;
• соединение отдельных монтажных единиц в единую армоконструкцию;
• раскрепление армоконструкции, гарантирующее обеспечение надлежащего защитного слоя при бетонировании.
Все процессы армирования железобетонных конструкций можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение.
Изготовление арматурных изделий
Арматурные изделия изготовляют централизованно на арматурно-сварочных заводах, в арматурных цехах и мастерских.
Проволока диаметром до 10 мм и сталь периодического профиля диаметром до 9 мм поступают в арматурную мастерскую в бухтах, а сталь больших диаметров — прутьями длиной от 4 до 12 м, объединенными в пакеты до 10 т. Готовые сетки для заготовки каркасов поступают плоскими или в рулонах. Складируют сталь на стеллажах раздельно по маркам, диаметрам и длине стержней. Хранение производят в закрытом помещении или под навесом, запрещено класть арматуру на земляной пол.
Процесс изготовления ненапрягаемой арматуры состоит из отдельных технологических операций, которые объединены в следующие технологические группы:
— заготовительные операции включают: очистку и выпрямление стержней; соединение стержней в непрерывную плеть посредством стыковой сварки; разметку и резку на стержни требуемой длины; сварочные операции, выполняемые контактной точечной сваркой для плоских сеток и каркасов на одно- и многоэлектродных машинах, а также стыковой и дуговой сваркой;
— сборочные операции, включающие установку и приварку закладных деталей, отдельных криволинейных и изогнутых стрежней, резку листовой и профильной стали, укрупнительную сборку пространственных каркасов из плоских каркасов и сеток.
Заготовительные операции ведут двумя потоками — для катанки и стержневой арматуры. Сталь, поступающую в бухтах (катанка) с бухтодержателей, направляют на станки-автоматы, одновременно производящие очистку поверхности стержня от ржавчины, правку искривлений проволоки и ее резку. Концы заканчивающейся и новой бухты соединяют в непрерывную плеть машиной для стыковой сварки. По ходу движения катанки установлены станки для точной резки и гнутья.
Стержни, поступающие на технологическую цепочку, правят, очищают от ржавчины, сваривают стыковой сваркой в непрерывную плеть во избежание отходов, затем их режут на обрезки с заданными размерами и, при необходимости, передают на станок для гнутья.
Соединение арматурных элементов. Способы сварки
Установку арматуры и арматурных изделий осуществляют машинами и механизмами, используемыми на строительной площадке. В отдельных случаях и в неудобных для применения механизмов местах производят ручную укладку арматуры и ее вязку.
Основные способы соединения арматурных стержней между собой — укладка внахлестку или сварка. Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. При этом способе стыкования арматуры величина перепуска (нахлестки) зависит от характера работы элемента, расположения стыка в сечении элемента, класса прочности бетона и класса арматурной стали.
При стыковании на сварке сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней. При стыковании сеток из стержней периодического профиля приваривать поперечные стержни в пределах стыка не обязательно, но длина нахлестки в этом случае должна быть увеличена не менее чем на пять диаметров свариваемой арматуры. Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском в 50 мм при диаметре распределительных стержней до 4 мм и 100 мм — при диаметре более 4 мм. При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
При сварке арматуры между собой металл оказывает небольшое сопротивление прохождению электрического тока. В соответствии с законом Джоуля-Ленца для сокращения времени сварки и повышения производительности труда применяют токи большой силы, доходящей до 50 000 А и невысокое напряжение — не более 30-60 В. При контактной сварке в месте контакта сопротивление движению электрического тока во много раз превышает сопротивление на остальном пути тока, здесь усиленно выделяется теплота, металл разогревается до пластического состояния, пересечение стержней сжимается и происходит их сварка.
В цепи наибольшее сопротивление имеет стык стержней, в этом месте наиболее интенсивно выделяется теплота, которая разогревает торцы стержней до пластического и частично жидкого состояния. При этом металл в месте сварки плавится почти мгновенно, время пропускания, тока измеряется долями секунды. Стержни с силой прижимают друг к другу, в результате чего они свариваются. Для сварки используют специальные трансформаторы, которые понижают напряжение с номинального 220-380В до требуемого и одновременно увеличивают силу тока.
Электрическую энергию можно преобразовать в тепловую двумя способами:
1) пропусканием тока через свариваемые детали; на этом принципе основана контактная сварка с применением давления, при которой нагрев производится теплотой, выделенной при прохождении электрического тока через находящиеся в контакте соединяемые детали;
2) при помощи электрической дуги или сваркой плавлением; нагрев соединяемых элементов осуществляют электрической дугой.
Контактная сварка.
Контактная сварка имеет следующие основные разновидности:
• точечная контактная сварка, применяемая для соединения пересекающихся стержней в сетках и каркасах;
• стыковая контактная сварка, которая целесообразна для соединения стержней между собой, когда требуется увеличение их длины, а также для сращивания обрезков и стержней между собой.
Точечная контактная сварка. Сущность этой сварки в том, что два стержня (или более) в месте их пересечения зажимают между электродами сварочной машины. При пропускании тока под действием выделяемой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой.
При автоматической сварке подача деталей, их закрепление, процесс кварки и выдача готовых изделий происходит без участия человека. При полуавтоматической сварке детали подают вручную, а готовое изделие после сварки перемещается автоматически.
Стержни, покрытые коррозией и окалиной, предварительно очищают в месте контакта или используют двух импульсную сварку — при первом импульсе происходит пробой окалины, при втором — сварка стержней.
Достоинства точечной контактной сварки — высокая производительность, небольшой расход энергии при использовании токов большой или в течение малого отрезка времени, возможность механизации и автоматизации процесса, отсутствие расхода металла на электроды. Сборку, а затем и сварку стыкуемых элементов осуществляют с применением кондукторов, которые обеспечивают точность геометрических размеров взаимное расположение стыкуемых стержней.
Контактная стыковая сваркапроизводится методами непрерывного и прерывистого оплавления.
Сварка методом непрерывного оплавления отличается тем, что два свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока. Начавшееся при включении цепи оплавление металла увеличивается при сближении стержней и завершается сильным сжатием оплавившихся концов. Когда сжатие (осадка) достигает необходимой величины, ток отключают, и сваренные стержни вынимают из зажимов машины. Преимущество сварки в том, что сварной шов может быть расположен в любом месте арматурного каркаса или несущей конструкции.
Сварка методом прерывистого оплавления. В результате сближения: разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются. Стержни большого диаметра таким образом нагревают до красного или светло-красного каления затем соединяют их под давлением. Предварительный прогрев повышает температуру свариваемых стержней и тем самым понижает мощность, необходимую для сварки. При стыковой сварке стержни, зажатые губками сварочной машины, соединяют по всей поверхности их торцов и после необходимого предварительного прогрева сжимают.
Достоинства стыковой контактной сварки — высокое качество стыков соединяемых элементов, минимальные затраты электродов и других вспомогательных материалов, возможность механизации и автоматизации процесса сварки, высокая производительность труда.
Дуговая электросварка. Дуговую сварку, т.е. сварку с помощью электрической дуги, которая горит в атмосфере между концом металлического электрода и свариваемой деталью, применяют наиболее часто.
Дуговая электросварка может выполняться как с помощью переменного, так и постоянного тока. Сварка на переменном токе по сравнению сдругими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 °С. Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30-35 В, а при переменном — 40-50 В.
Электроды, которые применяют для сварочных работ, имеют специальное покрытие, которое при сварке испаряется, образующиеся пары легко ионизируются и таким образом повышают устойчивость дуги. При плавлении металл электрода стекает и, охлаждаясь, образует на свариваемой поверхности шов, от прочности которого зависит и прочность сварного соединения в целом. Длина дуги оказывает свое воздействие на качество шва. Чем дуга длиннее, тем большее расстояние проходит расплавленный металл от электрода до шва и, поглощая из воздуха кислород и азот, ухудшает свои механические свойства.
Достоинства дуговой сварки — универсальность, возможность применения в любой точке сложного арматурного каркаса и достижения требуемой прочности сварного шва. Недостатки дуговой сварки — дополнительный расход металла на электроды, низкая производительность труда, требуется более высокая квалификация сварщиков. Обычно сваривают стержни диаметром 10 мм и более, так как при меньших диаметрах стержней возможен их пережог.
Из существующих способов дуговой сварки наиболее часто встречаются следующие — внахлестку, с накладками и ванная (рис. 8.3).
Сущность ванного способа сварки заключается в том, что электрическую дугу возбуждают между торцами свариваемых стержней при помощи электродов. Выделяемая теплота расплавляет металл с торцов стержней и с электрода, в результате чего создается ванна расплавленного металла. Зазор между стержнями принимается равным 1,5-2 диаметра электродах покрытием. Для образования ванны используют инвентарные медные формы и стальные скобы-подкладки. Способ имеет ряд пре имуществ по сравнению с другими видами дуговой сварки — уменьшается расход металла на стык, снижается расход электродов и электроэнергии, а также трудоемкость и себестоимость. Ванная сварка применима для стержней диаметром от 20 до 80 мм.
При дуговой сварке один из проводников тока присоединен к свариваемым деталям, а другой — к электроду, зажатому в электродержателе. После включения тока сварщик касается электродом места сварки, замыкая при этом цепь, и сразу же отводит электрод от детали на 2-А мм. Образующаяся дуга расплавляет стержень электрода и частично свариваемые детали, металл которых соединяется с металлом электрода. Температура у конца металлического электрода достигает 2100 °С, у свариваемых элементов — 2300 °С, в центре дугового столба — около 5000-6000 °С.
Производство арматурных работ на объекте
Армирование железобетонных конструкций желательно осуществлять сварными арматурными каркасами и сетками заводского изготовления.
На строительном объекте при возведении монолитных железобетонных конструкций выполняют следующие операции:
• укрупнительную сборку пространственных арматурных каркасов;
• установку готовых каркасов и сеток в опалубку;
• установку и вязку арматуры отдельными стержнями в опалубке.
Если по условиям транспортирования крупноразмерные каркасы или сетки заготовляют или перевозят частями, то их укрупняют на строительстве до проектных размеров дуговой или ванной сваркой. Укрупнительную сборку производят непосредственно в проектном положении (в опалубке) или в стороне от места установки на заранее оборудованной площадке. Укрупнительная сборка арматурных каркасов перед их подъемом и установкой дает возможность лучше использовать грузоподъемность крана и значительную часть работы выполнять арматурщикам в более удобных и безопасных условиях. Монтаж арматурных конструкций следует производить преимущественно из крупноразмерных блоков и унифицированных сеток заводского изготовления с обеспечением фиксации защитного слоя.
Смонтированная арматура должна быть надежно закреплена и предохранена от деформаций и смещений в процессе производства работ по бетонированию конструкций.
Крестовые пересечения стержней арматуры, уложенных поштучно, необходимо скреплять вязальной проволокой или с помощью специальных проволочных соединительных скрепок.
Арматуру можно устанавливать в опалубку только после проверки соответствия опалубки проектным размерам с учетом допусков, установленных СНиПом.
При монтаже арматуры в опалубку и последующем бетонировании любой конструкции необходимо соблюдать указанную в проекте заданную толщину защитного слоя бетона, т.е. расстояние между внешними поверхностями арматуры и бетона конструкции. Правильно обеспеченный и выполненный защитный слой бетона надежно предохраняет арматуру от коррозирующего воздействия внешней среды. Толщину защитного слоя «бетона обеспечивают различными способами.
К пространственным и плоским арматурным каркасам целесообразно приваривать обрезки стержней из нержавеющей стали, упирающиеся в стенки и днище короба опалубки, или удлиненные стержни. Такое решение применяют в том случае, когда конструкция будет работать только в сухих условиях эксплуатации. При армировании плит перекрытия двумя метками по высоте проектное положение фиксируют подставками из круглой арматурной стали, изогнутыми «зигзагами» или установкой так газываемых «лягушек» для сеток нижнего ряда и «козелков» для верхней сетки
желательно поднимать и монтировать арматурные каркасы в том положении, в котором они будут работать в забетонированной конструкции.
Арматуру фундаментов под колонны промышленных и гражданских зданий укладывают на бетонную подготовку между щитами опалубки фундаментов.
При небольшой высоте колонн, а также при легких каркасах арматурный каркас колонн устанавливают путем его опускания с помощью крана в готовую опалубку.
Установленный арматурный каркас, через нижнее окно короба опалубки колонны приваривают или привязывают к выпускам арматуры, забетонированным в фундаменте, плите или колонне нижележащего этажа. Тяжелые каркасы колонн устанавливают раньше опалубки и соединяют с выпусками арматуры нижнего этажа на сварке. Часто, особенно при большой высоте колонн, арматурный каркас заводят в опалубку, у которой
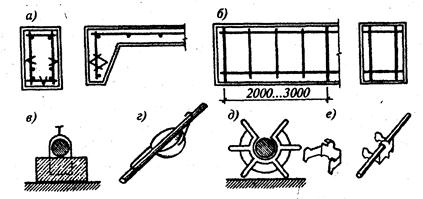
Рис. 8.5. Способы обеспечения защитного слоя арматуры:
а — в балках и ребрах плит при помощи упоров; б — в балках посредством удлиненных стержней; в — бетонной подкладкой с проволочной скруткой; г — бетонной пробкой с пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими штампованными подставками уже собраны две или три стенки.
Производят выверку каркаса, соединение с арматурными выпусками, после чего завершают сборку опалубочного блока колонны.
Установку арматурных каркасов прогонов и балок производят в готовые короба опалубки. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки с напуском верхнего каркаса не менее чем на 250 мм.
Армирование плит перекрытия производят путем укладки в пространственные конструкции готовых сварных сеток, стыкование которых осуществляют внахлестку электродуговой сваркой.
Армирование стен осуществляют готовыми сетками и реже вязкой из отдельных стержней в опалубке, установленной с одной стороны. При возведении монолитных железобетонных конструкций на большой высоте применяют арматурно-опалубочные блоки, представляющие собой короба (балок, прогонов) с уложенными в них арматурными каркасами.
Установку любой арматуры следует вести так, чтобы не повредить ранее установленную и выверенную опалубку, а также не деформировать арматурные каркасы. В процессе производства работ допускаются в отдельных Случаях бессварочные соединения стержней: стыковые при соединении внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равноправного стыка и крестообразные, выполняемые вязкой отожженной проволокой.
Приемка смонтированной арматуры, всех стыковых соединений должна проводиться до укладки бетонной смеси и оформляться актом на скрытые работы, в котором обязательно оценивают качество выполненных работ. Приемку установленной в проектное положение арматуры производят, по захваткам, подготовленным для бетонирования.
Кроме проверки проектных размеров смонтированной арматуры по чертежам устанавливают наличие и места расположения фиксаторов, прочность и целостность сборки армоконструкции, которая должна обеспечивать неизменность формы при бетонировании. Кроме этого отмечают все отступления от проекта, сверяют с проектом количество и диаметр стержней, а также правильность их расположения и качество электросварки в пересечениях стержней.