


Покупка сварочного оборудования — хороший вариант для владельцев вилл и домов, водителей, которые часто ремонтируют собственные металлоконструкции. Основным преимуществом полуавтомата является простота использования и высокое качество шва, что делает устройства MIG / MAG все более популярными. Купить качественный аппарат не так просто, и мнения о них разные. Попробуем определить наиболее важные критерии выбора лучшей сварки.
Критерии выбора
- Максимальный ток в сочетании с постоянным коэффициентом переключения (PV)указать не только область применения сварки, но и его «запас прочности». Что касается сварочного тока, то у многих начинающих отсутствие такой регулировки в полуавтоматических устройствах вызывает некоторые оглушения — они обычно регулируют напряжение на горелке. Для обычно используемого провода диаметром 0,8-1,0 мм напряжение установлено на 20 В, в зависимости от толщины детали ток не превышает 120 А. При максимальном токе только 60-процентное фотоэлектрическое устройство потребует перерыва в работе быстрее, чем 80-процентное фотоэлектрическое устройство. Поскольку этот коэффициент увеличивается с уменьшением сварочного тока, при том же PV, устройство, максимальный ток которого больше без остановки, будет работать дольше.
- Электропитание оборудования и диапазон рабочего напряжения важно учитывать, должно ли оно питаться от слабой электросети в гараже или в частном секторе. Чем ниже мощность, потребляемая устройством, тем ниже падение напряжения во время работы. Следовательно, чем ниже порог диапазона рабочего напряжения, тем больше будет непрерывный рисунок.
- Изменение полярности требуется при сварке флюсом проволоки (обычно называемой «порошковой») Если для сварки под углекислым газом используется обратная полярность (на горелке «плюс»), то для флюсового проводника полярность прямая (на горелке «минус»). Также на простой поляризации работают с некоторыми видами обычной проволоки, легированной щелочными металлами.
- Дополнительные режимы работы, предусмотренные при проектировании многих полуавтоматических машин, значительно расширяют их функциональные возможности, хотя и увеличивают цену. Обычно полуавтоматические устройства дополняются режимом ММА (ручная сварка) — покупая такое устройство, вы можете готовить как тонкие железные, так и массивные металлические конструкции, в которые проволока не обеспечивает глубокого проникновения.
Перед покупкой также укажите наиболее важные условия использования устройства, а именно:
- какие металлы должны быть сварены;
- толщина сварного металла;
- требуется качество сварки;
- размеры сварочных объектов, длина сварных швов;
- интенсивность использования устройства.
По очевидным причинам в оценке участвуют только полуавтоматические устройства, работающие от однофазной сети 220 В: трехфазные устройства являются крупногабаритными устройствами для стационарных сварочных станций, и нет смысла рассматривать такие устройства для личного использования. Кроме того, по тем же причинам был установлен верхний ценовой бар.
Сварка с помощью полуавтоматического устройства обычно выполняется проволокой в защитной газовой среде. Этот процесс фактически является классической электродуговой сваркой, в которой используется тепловая энергия электрической дуги, соединяющей конец электрода со сварными деталями.
Из-за большего сопротивления дуги по отношению к сопротивлению электрода дуговая плазма излучает более значительную тепловую энергию, что приводит к плавлению близлежащих поверхностей (деталей и электродов), где образуется сварочная ванна. Когда образовавшийся жидкий металл кристаллизуется и охлаждается, образуется сварной шов, самое надежное соединение, которое существует сегодня.
Полуавтоматическая сварка
Характерной особенностью этого вида сварки является использование подвижного износостойкого электрода (проволоки) и защитного газа.
Защита электрической дуги требует расплавления металла, и окружающая среда не контактирует друг с другом, потому что этот процесс (окисление азота и кислорода) влечет за собой образование таких компонентов, как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению сварного шва. Баллоны с защитными газами: аргон, гелий, углекислый газ или их смеси используются для этих целей.
Правила полуавтоматической сварки проволокой
Полуавтоматическая сварка осуществляется по следующему принципу. Движущаяся проволока под напряжением проходит через газовое сопло и затем плавится, потому что на нее воздействует электрическая дуга, но постоянная длина дуги поддерживается механизмом автоматической подачи. В этом суть принципа автоматизации, и выбор направления и скорости сварки осуществляется независимо.

Вы можете сваривать без использования газа. Для этого используют самоэкранирующую («порошковую») проволоку, которая состоит из марганца, кремния и других раскисляющих металлов, которые после обжига создают защитную среду вокруг проволоки.
Сварочное оборудование
Сварочный аппарат должен состоять из следующих элементов:
- горелки;
- шланг, через который подается провод и газ;
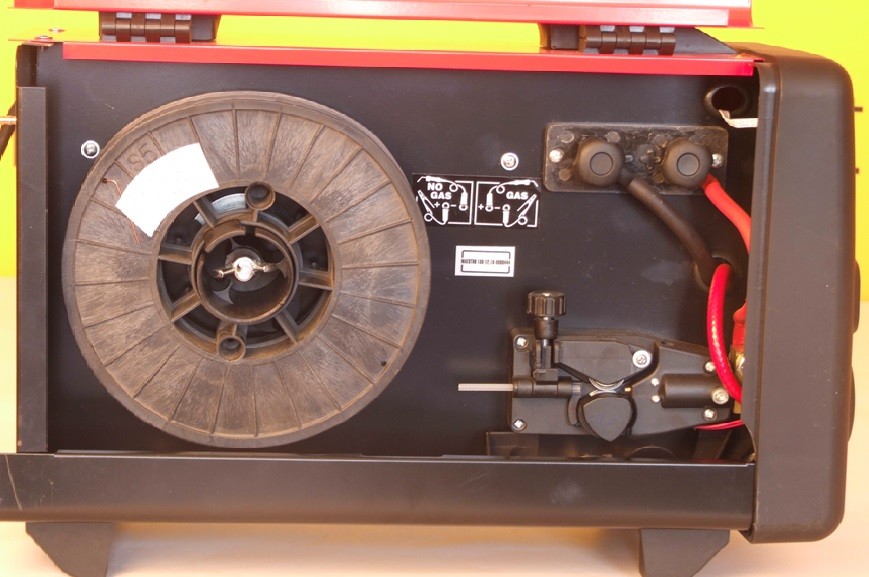
- механизм подачи проволоки;
- панель управления;
- проволочная катушка;
- электрический провод;
- полуавтоматический блок управления;
- шланг подачи газа;
- редуктор давления газа;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Конструкция полуавтоматической сварки и принцип действия
Полуавтоматический сварочный аппарат — это электрическое устройство, предназначенное для преобразования электричества в тепло с использованием такого эффекта, как электрическая дуга. Процесс осуществляется с помощью плавящегося электрода «электродная проволока», который постоянно подается на участок сварки.
Электрод представляет собой калиброванную медную проволоку определенной толщины. Провод покрыт, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока помещается на специальную катушку, которая позволяет ей разворачиваться и равномерно подавать во время сварки.

Процесс сварки осуществляется в ручном режиме с помощью таких устройств: источник питания, механизм подачи электродов, гибкие шланги и пистолет, который работник использует для выполнения сварки.
Полуавтоматические сварочные устройства подразделяются в зависимости от защиты шва:
Для дуговой сварки под флюсом;
для сварочных работ с защитными газами;
для сварочных работ с порошковой проволокой.
Чаще всего они используют полуавтоматические устройства для сварочных работ с защитными газами. Этот тип сварки используется для сварки конструкций, материалами которых являются углеродистые и легированные стали или цветные металлы.
В качестве защитного газа используют углекислый газ в баллонах высокого давления и подают в пистолет. Перед входом в зону сварки газ предварительно стабилизируется с помощью редуктора. Сварка защитным газом имеет много преимуществ перед сваркой покрытыми электродами:
Технологические преимущества полуавтоматических сварочных аппаратов
высокая производительность и качество швов;

полуавтоматическая сварка соединений короткой длины может выполняться в любом пространственном положении;
Сварка сварных швов может производиться в подвешенном состоянии, металл не протечет.
Преимущества производства:
отсутствие вредных выбросов в процессе сварки.
Экономические преимущества:
низкая стоимость сварки углекислым газом по сравнению с ценой сварки на электродах.
высокое качество и производственные возможности.
Полуавтоматическая сварка является неотъемлемой частью повседневной жизни. Готовьте здесь и там, и если у вас есть машина, то еще больше оборудования нуждается в периодическом ремонте. Изготовление сварных швов высокого качества в полуавтоматическом устройстве намного проще, чем в случае электродной сварки.

Если вы собираетесь купить полуавтоматический сварщик, вам необходимо выяснить, какое напряжение в вашей электрической сети. Если напряжение слишком низкое по сравнению с нормой, то выберите более мощное устройство, поскольку индикаторы питания зависят от электрической сети.
Если у вас есть доступ к трехфазному напряжению (380 В), вам обязательно следует выбрать трехфазное устройство. Это связано с тем, что лучшие показатели тока выпрямления получаются только при использовании трехфазных выпрямителей, и от этого зависит качество сварки.
Полуавтоматический инвертор для автоматической сварки
Полуавтоматический сварочный инвертор — довольно новое устройство на рынке сварочного оборудования. Однако он пользуется большой популярностью и используется повсеместно для наплавки и сварки металлических изделий, деталей и конструкций. Эти устройства выполняют сварку электродной проволокой с защитой инертного газа.

Характерные полуавтоматические особенности инвертора
Сварочные инверторы дали толчок развитию сварочного оборудования, которое улучшается с каждым днем. Развитие технологии сварки также набирает обороты. Все эти факторы привели к созданию полуавтоматического инверторного типа. Инверторные машины имеют много преимуществ по сравнению с традиционными конструкциями, что позволило утверждать, что инверторы являются наиболее популярным видом сварочного оборудования на рынке. Речь идет об их конструктивных особенностях.
инвертор
Полуавтоматический инверторный сварщик оснащен инверторным источником питания. Это устройство, задачей которого является преобразование переменного тока в постоянный ток. Из вышесказанного можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтоматический
Я также устанавливаю корректор коэффициента мощности в более продвинутых устройствах. Задача Эго состоит в том, чтобы синхронизировать ток вдоль синусоиды входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварщика
Сварка, которая выполняется с использованием инвертора, является наиболее эффективным методом сварки. В процессе использования эффективность процесса сварки увеличивается в три раза. Эти показатели достигаются благодаря легкому зажиганию дуги, высокой скорости сварки, простоте обслуживания и управления. Вам не нужно постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварные швы намного проще.
Сварка полуавтоматическим устройством — это непрерывная равномерная подача проволочного электрода в зону горения. Защитный газ (аргон, углекислота или их смеси) подается в то же место, где металл защищен от контакта с окружающей средой. Это открывает возможность высокого качества, высокого качества сварных швов и исключения шлака.

Кроме того, в этом типе оборудования вы можете сваривать под любым углом, глядя на дугу.
Как уже упоминалось, полуавтоматические устройства для сварки инвертором относятся к наиболее часто используемым устройствам среди всех сварочных агрегатов. Чаще всего современная технология MIG-MAG используется в инверторах, что позволяет выполнять сварку как в активных условиях, так и в атмосфере инертного газа (например, аргона).
Постоянный ток вызывает появление электрической дуги. Зона сварки защищена от кислорода газом. Обычно инверторные сварщики являются универсальными устройствами, но чаще всего их используют для работы с тонким листовым металлом.
Автоматическое полуавтоматическое устройство без газа
Один из наиболее часто задаваемых вопросов о сварке: «В чем разница между полуавтоматическим газосварочным аппаратом и газовым аппаратом?» Есть много разных аргументов и размышлений на эту тему, но в чем главное отличие? Что ж, давайте попробуем разобраться.
Вообще говоря, с помощью углекислого газа (или полуавтоматической сварки на газе), сварка выполняется под защитой среды инертного газа: здесь можно использовать обычный углекислый газ или смесь углекислого газа с аргоном. Поскольку углекислый газ блокирует такой процесс, как сгорание, поэтому на месте сварки отсутствуют высокие температуры, металл не горит.
В сварочном аппарате, в котором газ не используется, используется специальная проволока с флюсовым покрытием. В процессе сварки флюс выгорает, выделяя ту же двуокись углерода, которая также не позволяет гореть металлу.
Плюсы и минусы сварки с газом и без
При сварке без газа зона сварки полностью защищена. Защитная поверхность создается с помощью флюса, потому что флюс легче металла.

При сварке газом (например, двуокисью углерода) условия сварки наиболее благоприятны, кроме того, металл охлаждается в зоне сварки. Этот метод используется несколько чаще. Кроме того, он более экономически эффективен с экономической точки зрения.
Однако мало кто использует второй вариант сварки, в большинстве случаев это связано с тем, что при использовании сварочного аппарата без газа шов более точный.
Внимание!
При сварке газовым сварочным аппаратом ни в коем случае нельзя использовать обычную проволоку. При использовании обычной проволоки качество шва будет очень низким, оно получится неровным и будет иметь корки. Будет существенное увеличение потребления проволоки, потому что значительное ее количество просто испаряется.
И самое главное — в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, и поэтому — в шве будут образовываться оксиды и появятся многие дефекты.
Выбор метода сварки с газом или без него — это только ваше решение. И вы всегда можете подобрать необходимое для этого оборудование в специализированных магазинах.
Полуавтоматическая безгазовая сварка
Сварка полуавтомата без газа — это не новинка, которую используют только профессиональные сварщики или жестянщики. В специализированных магазинах вы можете найти множество недорогих и достаточно простых, но в то же время качественных устройств.
Тот факт, что они очень популярны, является следствием простой работы с ними, при этом качество сварки остается на том же уровне или даже выше. Используя полуавтоматическое сварочное устройство, даже без профессионального сварщика, вы можете получить качественную и красивую сварку.
Газовые баллоны довольно тяжелые, и даже если они не используются постоянно, это не принесет пользы, потому что баллоны необходимо заряжать, и это нецелесообразно делать для небольшого соединения. Гораздо проще использовать полуавтоматическую безгазовую сварку.
В этих устройствах используется так называемый флюсующий провод, что позволяет оценить его состав. Кроме того, его также можно назвать порошковой проволокой, которая является тем же материалом. Этот кабель позволяет выполнять сварку без использования газа.
В состав такой проволоки входит стальная труба стандартного диаметра, которая используется для обычной сварки в газовой среде. Чаще всего это 0,8 мм. Внутри проволока заполнена специальным порошковым флюсом, который напоминает композицию, покрывающую обычные электроды. При нагревании поток сгорает, создавая защитный газ в зоне сварки, аналогично электродной сварке.
Среди преимуществ этого метода сварки мы отмечаем, что вам не нужно использовать газовое оборудование, и, конечно, вы можете следить за процессом сварки, защищая глаза защитной маской. Кроме того, в разных типах проволоки используются разные пломбы, что открывает возможность создания химического состава шовных и дуговых характеристик.
Поскольку порошковая проволока, которая обеспечивает сварочные работы без использования газа, достаточно тонких стенок — подача проволоки должна осуществляться с использованием легкого механизма сжатия, и резкое вращение шланга полуавтоматического сварочного устройства не рекомендуется.
Условием сварки порошковой проволокой является соблюдение правильной полярности. Горелка должна быть подключена к минусу, а сам продукт должен быть подключен к плюсу. Этот тип соединения называется прямым соединением. При сварке с защитным газом используется обратное соединение. Это связано с тем, что при подаче проволоки из флюса требуются более высокие температуры для создания защитного газа.
В 1960-х годах метод сварки начал использовать специальную сварочную проволоку из расплава в защитной газовой среде. В начале этого типа оборудования, из-за его высокой стоимости и массы, они работали в основном в крупных компаниях, занимающихся механической сборкой и ремонтом.
Технологический бум последних десятилетий, в основном внешний вид и усовершенствование, позволил уменьшить вес и размеры, а также ценовые характеристики полуавтоматического сварочного оборудования.
В настоящее время полуавтоматические инверторные сварочные устройства больше не являются исключительной привилегией специалистов, но они широко используются домашними потребителями.
Полуавтоматический инверторный сварочный аппарат относится к классу аппаратов для дуговой сварки металла плавким электродом. В отличие от ручных устройств, которые используют электроды в стержне, в рассматриваемом наборе электрод представляет собой специальную сварочную проволоку, намотанную на катушку.
В этом процессе проволока постоянно подается в зону сварки. Наличие механизма в аппарате, который выполняет движение проволочного электрода во время его плавления, служит причиной для вызова этого полуавтоматического устройства.
Еще одной особенностью полуавтоматического сварщика является возможность выполнения сварки, которая предотвращает окисление и азотирование металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Этот режим обеспечивает высокое качество сварных швов, а также позволяет работать с материалами, для которых обычная атмосферная сварка невозможна или требует использования специальных электродов.
Проволока и защитный газ подаются через газовую горелку, которую сварщик держит в руке во время работы.

Это название было присвоено этому устройству из-за его внешнего сходства с горелками устройств сжигания газа, на которых аналогия заканчивается.
Газовая горелка, с помощью которой работает полуавтоматическое сварочное проволочное устройство, используется для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением от источника питания инвертора. Газ, подаваемый на участок сварки, может быть инертным (обычно аргоновым) или активным, то есть диоксидом углерода. В первом случае режим называется MIG (газ инертного металла), во втором — MAG (газ активного металла).
Возможна сварка без защитного газа. В этом варианте осуществления используется специальная трубка, которая представляет собой очень тонкую металлическую трубку, внутри которой находится поток порошка, который образует защитный слой во время сварки. По этой причине такая проволока называется порошком.
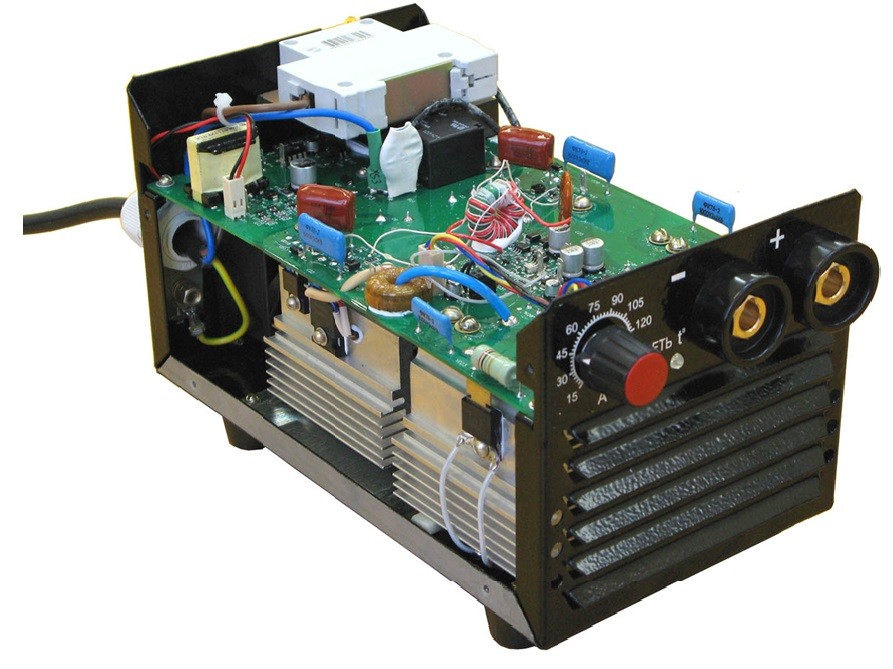
Основой сварщика является блок питания, построенный по принципу инвертора. Расположен в основном корпусе устройства. Также имеется вентилятор для охлаждения компонентов контура и сопла для подключения газового баллона и подачи газа в горелку.
Механизм подачи проволоки можно разместить как внутри корпуса (толкание), так и рукояткой резака (тяга). Некоторые модели имеют оба типа дисков. На рисунке 2 показан внешний вид основного корпуса полуавтоматического инверторного устройства.
Критерии полуавтоматического выбора
Выбираемый полуавтоматический сварочный инвертор должен соответствовать техническим условиям, сопоставляя их с задачами, решаемыми с его помощью. Рассмотрим основные параметры, влияющие на выбор камеры.
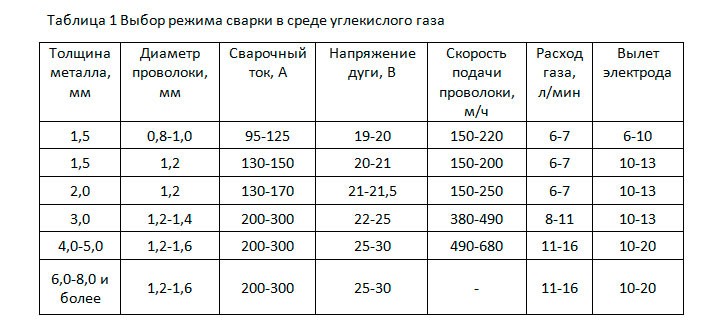
Сварочный ток. Это одна из главных особенностей. Сварочный ток, а также связанный диаметр проволоки, вместе определяют проникновение металла. Зная толщину сварного металла на основе данных в Таблице 1, можно определить требуемое значение сварочного тока.
При выборе сварочного тока желательно предусмотреть запас для этого параметра. Хорошо, если значение максимального тока выбранного устройства превышает требуемую технологию как минимум на 30%.
Правильный режим работы. Производители могут устанавливать этот параметр по-разному. Часто называют длительностью включения (PV) и указывают число в процентах. Смысл этой функции заключается в следующем. Работу сварочного агрегата можно разделить на 10-минутные циклы. Время цикла принимается за 100%. Например, если значение PV составляет 60%, это означает, что в течение 10-минутного цикла устройство должно находиться в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений сварочного тока. Например: при 150 A, 100% PV, при 250 A, 50% PV. Такая запись означает, что при сварочном токе 150 А устройство может работать в течение длительного времени без остановки и при 250 А только 5 минут из 10.
Сосредоточив внимание на этой функции, а также на значениях сварочного тока, модели камер обычно подразделяются на:
- профессиональный;
- Полу-профессиональный;
- Любительское или бытовое.
Конечно, устройства разных классов находятся в разных ценовых категориях.
При выборе этого параметра оцените предполагаемый режим работы устройства. Если устройство используется для мелкого ремонта, то вероятность его 20% нагрузки можно считать вполне удовлетворительной. Оборудование, работающее на сборочных линиях и в крупных мастерских, должно обеспечивать длительный непрерывный режим работы, т. Е. Нагрузку 100%.
Мощность, потребляемая от сети. Этот параметр связан со значением сварочного тока. Однако это следует учитывать отдельно, по сравнению с возможностями сети электропитания, в которой должен использоваться полуавтоматический сварочный аппарат инверторного типа. Высокие значения сварочного тока и способность работать в течение длительного времени без перерыва обеспечивается запасом мощности, установленным в аппарате. Именно поэтому профессиональные устройства имеют самое высокое потребление энергии и энергии.
Тип напряжения питания. Полуавтоматические сварочные инверторы однофазные или трехфазные. Профессиональные устройства обычно трехфазные. Такие устройства имеют лучшие дуговые свойства, но стоят намного дороже.
Полуавтоматические различия
Основными отличиями в сварке полуавтоматических устройств являются:
- Используйте сварочную проволоку вместо палочных электродов;
- Использование защитных газов для создания среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Эти конструктивные особенности определяют уникальные возможности полуавтоматических сварочных устройств.
Особенности и критерии выбора, преимущества и недостатки, актуальные модели с отзывами.
Должен ли я приобрести функции и преимущества, примеры оборудования компании и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства полуавтоматического сварочного инвертора, сделав выбор в пользу такого более предпочтительного устройства.
При принятии решения о покупке (в основном нового) сварочного оборудования часто возникает вопрос — « работать с телом? « И т.д. Четкого ответа нет, каждый метод сварки имеет свои особенности. Мы опишем основные методы сварки, которые, в частности, отвечают на вопрос « какая сварка лучше ». Благодаря этому вы узнаете, как выбрать сварочный инвертор.
Сварные покрытые электроды (дуговая сварка).
Следует помнить, что сварка покрытыми электродами производится как плавящейся, так и неплавящейся проволокой. Сварка износостойкой проволокой (электродом) происходит в результате плавления электродного материала на соединяемых поверхностях. Плавление электрода создает дугу между проводником и самим продуктом. Это самый распространенный и универсальный вид сварки. Он может сваривать изделия надежно и надежно в любых пространственных положениях. Оборудование и материалы для сварки дополнительных электродов стоят недорого по сравнению с другими методами. Когда речь идет о материалах, которые можно сваривать этой сваркой, подходят черные и цветные металлы, а также многие сплавы. Электродуговая сварка постоянным и переменным током. Несмотря на эти преимущества, дуговая сварка имеет много недостатков: относительно низкое качество сварного шва. Поскольку сварочная ванна не имеет высокой степени защиты от воздействия окружающей среды; Неравенство и вероятность «косвенная Оваров »из-за колебаний сварочного тока; низкая материальная эффективность (разбрызгивание отходов, потеря углерода до 30%); низкая производительность (неравномерный ток, интервалы между сменами электродов), невозможность сваривать очень тонкие изделия; сложность процесса (включая подготовку сварщиков);
Оваров »из-за колебаний сварочного тока; низкая материальная эффективность (разбрызгивание отходов, потеря углерода до 30%); низкая производительность (неравномерный ток, интервалы между сменами электродов), невозможность сваривать очень тонкие изделия; сложность процесса (включая подготовку сварщиков);
Аргонная сварка износостойким электродом.
Несмотря на большую универсальность описанного выше типа сварки, он не всегда способен заменить аргон. Этот вид сварки используется для соединения цветных металлов и легированной стали. Аргонная сварка позволяет очень точно (желаемую толщину равномерного шва) надежно и эффективно выполнять комбинирование изделий. Кроме того, эту сварку можно использовать для соединения очень тонких изделий (например, алюминиевых автомобильных радиаторов). Недостатки аргоновой сварки неизнашивающимся электродом: низкая производительность в ручном варианте, невозможность использования автоматической сварки при соединении коротких и многосторонних сварных швов; Для разных металлов и изделий требуются разные сварочные аппараты. Итак, как выбрать сварочный конвертер; высокая стоимость оборудования; высокая концентрация аргона в воздухе может вызвать удушье,
Полуавтоматическая сварка.
Для сварки с полуавтоматическим устройством используется инвертор шланга, который подает плавильный электрод (обычно проволоку). В то же время процесс заполнения электродов защищен от воздействия инертного газа. Сварки полуавтоматических черных и цветных металлов. Толщина свариваемых поверхностей в качестве полуавтоматического устройства может составлять от 2 до 30 мм. Поскольку полуавтоматическая сварка имеет относительно чистый шов, она широко используется в полуавтоматической сварке в автомобильной промышленности. Специально для соединения окрашенных частей тела. К недостаткам сварки с помощью полуавтоматического аппарата можно отнести: в процессе сварки не видно образования шва; напыление электродного металла при сварке токами свыше 200А; необходимость удаления металлических брызг (окалины) с поверхности изделия; Поскольку защитный газ легко выдувается на ветру, полуавтоматическое устройство снаружи трудно использовать; сложность процесса (включая подготовку сварщиков).
Пламенная сварка.
Очень распространенный метод сварки, а также резки металла. Газовая сварка не зависит от электрических источников. И оборудование для такой сварки довольно мобильное и портативное. При сварке изделий газовой пламенной сваркой вы можете легко изменить подвод тепла к металлу, изменив угол горелки. Это позволяет избежать горения или чрезмерного нагрева металла в ненужных местах. Газовая сварка пламенем используется очень широко. Однако газовая сварка недостаточно эффективна, имеет большую зону термического влияния и требует высококвалифицированных сварщиков. Кроме того, процесс сварки с использованием пламенных устройств трудно автоматизировать. Поэтому данная технология не используется на крупных промышленных предприятиях, где сварка конструкций происходит в потоке. Заключение Классификация сварочных аппаратов напрямую связана с особенностями конкретной технологии сварки. Исходя из описанных характеристик этих функций и ваших потребностей, вы можете выбрать, какая сварка будет наиболее подходящей. Сначала нужно начать с технологий. Затем перейдите к функции сварочного оборудования.
Самым дешевым средством для дуговой сварки является трансформатор. Хорошая машина способна соединять металлические детали толщиной от 1,5 до 30 мм. Может использоваться, когда температура пламени пропан-кислород недостаточна.Среди начинающих сварщиков, которые знают виды дуговой сварки металла, возникает вопрос: что лучше или? Чтобы выбрать правильное устройство, вы должны понимать их структуру и отличия, а также плюсы и минусы. В будущем использование оборудования также играет важную роль (наиболее распространенные конкретные виды работ и время их выполнения). Ниже подробно описаны ответы на каждый элемент.
Сварочный трансформатор имеет простую конструкцию с двумя обмотками. Во-первых, переменное напряжение появляется из розетки или крышки. Устройства могут быть рассчитаны как на однофазные, так и на трехфазные сети. Из-за этого они большие и маленькие. Из-за электромагнитной индукции сила тока (A) значительно увеличивается, а напряжение (V ) падает. На вторичной обмотке генерируется ток от 80 до 500 А. Существуют более мощные модели. Максимальное значение трансформатора составляет 48 В на холостом ходу. Благодаря этому использование устройства безопасно, когда сварщик соприкасается с продуктом, над которым выполняется работа.
Это позволяет. Текущее регулирование в больших моделях осуществляется путем удаления или сближения обмоток. В небольших устройствах используется постепенное переключение, которое отключает часть обмотки и уменьшает путь к напряжению.
Преимущества оборудования
Среди преимуществ трансформаторов:
- простое устройство и возможность;
- дешевая стоимость комплектующих;
- переменный ток хорошо поддерживает дугу во влажной среде, поэтому при сварке труб с протекающей водой шов легче проводить;
- возможность работы с трансформатором с электродами диаметром от 1,6 до 7 мм (большие устройства);
- большой ток (в портативных моделях до 300 А и стационарных более 500 А), что позволяет производить сварку толстого металла;
- Относительно дешевая стоимость магазина версии.
Аппаратные дефекты
Среди недостатков сварочного оборудования можно выделить:
- Шаг регулировки на маленьких моделях. Невозможно точно адаптировать устройство к определенной толщине металла. Например, в режиме «4» тока недостаточно для полного проникновения, а в режиме «5» возникают пороговые ожоги. Чтобы преодолеть эту ситуацию, сварщики используют пружину, расположенную между продуктом и заземляющим кабелем, что создает дополнительное сопротивление и уменьшает ток.
- Сварочный трансформатор характеризуется сильным шумом. Этот шум в течение дня может расстроить сварщика. Чтобы уменьшить его воздействие, устройство должно быть расположено вдали от рабочего места, но требует более длинных кабелей.
- Распыление расплавленного металла происходит в значительной степени, что приводит к превышению электродов.
- Большинство устройств могут снизить ток только до определенного значения, обычно около 80 А. Это создает трудности при сварке тонких листов. В таких ситуациях вы должны использовать дополнительное сопротивление.
Особенности инверторов
Сварочный инвертор относится к более «продвинутым» устройствам, которые недавно приобрели популярность. Это значительно увеличивает частоту входящего напряжения и преобразует его в постоянный ток. Это достигается путем эксплуатации трансформатора в сочетании с конденсаторами, ключевыми транзисторами и диодами. Благодаря современным технологиям удалось достичь минимальных размеров камеры, позволяя им висеть на плече и работать в течение длительного времени.
Преимущества оборудования
Инверторы имеют следующие преимущества:
- из-за постоянного тока происходит меньше брызг металла, что экономит расходные материалы;
- поверхность шва более гладкая в меньших масштабах;
- зажигать спокойно и стабильно;
- инвертор может сваривать не только углеродистую сталь, но и;
- устройство поддерживает работу с электродами диаметром от 1,6 до 5 мм;
- компактные модели, которые помещаются в маленький чемодан;
- текущие настройки плавные, что позволяет установить любое желаемое значение;
- благодаря минимальному току 20 А можно работать на тонких деталях без дополнительного сопротивления;
- энергосбережение (все инверторы от 220 В и энергопотребление 6-9 кВт);
- некоторые устройства оснащены дополнительными функциями, которые облегчают зажигание электрода и предотвращают его прилипание к поверхности.
Недостатки инверторов
Недостатков этого оборудования мало. Одним из них является более высокая стоимость по сравнению с трансформатором. Но эта денежная единица полностью оправдана. В случае поломки из-за множества элементов. Сложная электрическая цепь затрудняет ремонт.
Полуавтомат на основе трансформаторов и преобразователей
При создании полуавтоматических устройств в качестве основного источника сварочного тока используется трансформатор или инвертор, который плавит шнур питания в защитном газе. Их использование имеет следующие функции:
- Полуавтоматический трансформатор больше похож на. Они чаще всего используются при ремонте кузовов автомобилей. Это дешевый и надежный способ заваривать трещины. Большой размер оборудования позволяет ему работать в магазине или мастерской. Движение происходит в маленькой тележке с газовым баллоном.
- Полуавтоматический инвертор имеет небольшие габариты и его можно носить в руках, если у него длинные газовые шланги. Постоянное напряжение позволяет производить сварку и из углеродистой стали (при установке проволоки соответствующего состава). Хотя брызги на легированных металлах высоки, швы имеют высокое качество.
Как выбрать машину
Стоимость трансформаторов и инверторов разная. Но при выборе нужно начинать в основном с цены на оборудование, но с будущего использования. Трансформатор идеально подходит для личного использования на даче или в частном доме. Они могут починить забор, весной построить теплицу, сварить хромоту, упавшую у ворот. Полуавтоматические машины на базе трансформаторов подходят для ремонта кузова в собственном гараже.
Инвертор стоит покупать, если планируется частая сварка. Они могут быть:
- сварка;
- изготовление контейнеров из;
- создание новых и
Швы на таких изделиях будут лучше и красивее. Уменьшенная и последующая обработка поверхности.
Полуавтоматическое устройство на основе инвертора можно приобрести для регулярной эксплуатации при производстве резервуаров (для воды, топлива, химической среды), фильтров, сварке нержавеющих металлов или крупных станциях технического обслуживания.
Сварочное оборудование легко выбрать, если понять его функции и преимущества для будущей работы. Хорошо, если перед покупкой есть возможность отварить оба устройства и сравнить качество результата и свои ощущения для облегчения использования.